
王洪軍
( 河北鋼鐵股份有限公司唐山分公司)
摘要:針對燒結機及環冷機上八處漏風點,進行了漏風治理,降低了漏風率,提高了能源利用效率。改造后燒結機抽風負壓提高,為實現低溫厚料層創造了條件,具有可觀的經濟效益。同時,燒氣量降低,提高脫硫系統運行穩定性。
關鍵詞:燒結機;環冷機;漏風;治理
唐鋼北區265m2 燒結機始建于1998 年,由于設備使用年限較長,設備老化嚴重,環冷機密封效果不好,燒結機本體漏風也較為嚴重。經測試目前漏風率約為55%。為提高燒結礦產量,降低噸礦生產成本,決定對燒結機及環冷機進行密封處理,改造后將提升產能,同時帶來可觀收益。
1 燒結機進行多點漏風治理目標
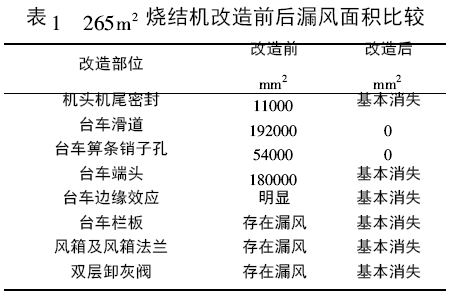
針對臺車欄板處邊緣效應,臺車欄板端頭處和臺車欄板處、臺車銷孔、臺車滑道、臺車端頭、燒結機風箱及法蘭連接處、雙層泄灰閥漏風點進行治理,使得治理后漏風率≤35%。因燒結
過程燒結礦透氣率不同,風量預計降低≥20%,使燒結機產能趨近于設計負荷,降低燃料消耗3kg /t,穩定返礦率< 8%。
2 改造實施方案
根據提供現場數據分析及檢測,265m2 燒結機漏風率高達55% 以上,造成燒結機降負荷30%運行,燒結機電耗和固體燃料消耗高。根據現場考察和雙方技術交流,主要采用八項新技術來減少燒結機漏風。在堵住漏風的前提下,準備將燒結料層進一步提高,實現厚料層低溫燒結。該技術采用后,燒結機產量、燒結礦固體燃料消耗和電耗指標將得到全面改善。
2. 1 臺車欄板處存在邊緣效應導致漏風
由于燒結混合料在臺車欄板處存在邊緣效應,該處風阻力小,導致漏風。
治理措施: 在靠燒結機臺車欄板處加7 ~ 10根死箅條( 具體加多少,以機尾燒結斷面達到
邊部垂直燒結速度與臺車中間部位垂直燒結速度一致為正好) 。雖然表面上看燒結機抽風面積減少了,但由于臺車欄板處邊緣效應的存在,燒結臺車到達機尾時,臺車邊部燒結速度與臺車其它部位燒結速度剛好同步。臺車欄板處存在的邊緣效應被加裝的死箅條抵消,即堵住了漏風,燒結機產量并沒有減少。
2. 2 臺車欄板端頭處和臺車欄板處漏風
由于臺車體端頭和欄板端頭不均勻磨損和變形使臺車端頭之間、臺車欄板端頭之間有縫隙產生漏風。由于臺車欄板翹起變形,產生臺車體和臺車下欄板之間,下欄板和上欄板之間漏風。
解決的辦法: 分期分批將現有臺車端頭用刨床齊頭,磨損嚴重的要刨去12 ~ 15mm,然后在臺車端頭刨去部分加可更換的墊片補齊,保證了臺車端頭處嚴密接觸,消除了該處漏風。在臺車體、下欄板、上欄板接合面處,各刨一個長槽,然后在臺車體與下欄板之間,下欄板與上欄板之間加一個鋼板條,此鋼板條在臺車欄板變形時堵住漏風通道,防止漏風。
2. 3 臺車銷孔
臺車欄板銷子孔為Φ33mm, 銷子桿為Φ30mm,在銷子孔周圍處形成1. 5mm 漏風通道。為減少箅條銷子孔處漏風,采用特殊的箅條銷子。該箅條銷子的銷子桿由圓柱部分和圓錐體
部分組成,安裝時圓柱體部分與臺車欄板上的銷子孔配合,避免了銷子孔漏風。圓錐體部分露在外面,便于箅條銷子拆裝。
2. 4 臺車滑道處
現有燒結機臺車滑道存在著滑道槽與游板之間的漏風和滑道端頭漏風。采用新型SG 型燒結機雙板簧下滑道,密封滑道安裝在風箱上沿,燒結機臺車安裝死滑道,從根本上解決了上述兩個漏風點。
SG 型燒結機雙板簧下滑道的特點是:
( 1) 活動游板槽扣到滑道槽上,活動游板槽永遠朝下,避免了以前在臺車滑板上常見灰塵和燒結礦細顆粒通過下滑道游板與滑道槽之間的縫隙掉入滑道槽中造成活動游板卡死現象。
( 2) 滑道里安裝兩根與滑道同長的板彈簧,并且兩根板彈簧分別與滑道游板及滑道底座鉚
接。兩根板彈簧既是彈性元件又是滑道兩側的密封元件,徹底堵住了滑道槽與滑道游板之間的漏風。
( 3) 兩根板彈簧與滑道槽端頭間的密封做了特殊處理,相鄰兩塊雙板簧下滑道之間為插接
安裝,徹底消除了兩滑道端頭之間漏風,保證了SG 型燒結機雙板簧下滑道整體密封效果。
2. 5 機頭機尾漏風
現有燒結機機頭機尾密封裝置頂部的密封蓋板大多由沿臺車底梁長度方向排列的2 ~ 5 塊板對接而成,工作過程中通過臺車底梁底面在全長范圍內與密封蓋板相互貼合來保證燒結機機頭機尾的密封。但是,在實際工作中,臺車底梁很難保持理想狀態,都會或多或少地產生撓度變形,而臺車底梁一旦出現彎曲,其底面與密封蓋板之間必將產生間隙,并由此造成漏風。同時,現有燒結機機頭機尾密封裝置經常出現密封蓋板彈不起來的問題,嚴重影響機頭機尾密封效果。
采用燒結機機頭機尾柔性密封裝置堵住這部分漏風。該柔性密封裝置利用寬度很小的若干個板條沿臺車底梁長度方向相互拼接構成一個完整的密封蓋板,并同時將每個板條都相關聯地浮動設置在機架上。因而工作過程中,整個密封蓋板中的各個板條可以各自與臺車底梁相貼合,從而實現整個密封蓋板與臺車底梁全長范圍的良好貼合。密封蓋板中的所有板條通過沿板條寬度方向設置的鋼絲繩被串連成相互關聯的“鏈式結構”,通過所形成的“鏈式結構”,使所有板條在進行上下浮動時相互聯動。
密封蓋板中兩兩相臨的板條之間通過弧形接口結構相接,其中一個板條的側邊的斷面形狀為外凸的圓弧形,另一個板條的側邊的斷面形狀為內凹的圓弧形槽,兩板條相臨側邊相互嵌套形成的弧形接口結構,相臨兩板條可繞其弧形接口相對轉動,但不能上下竄動。采用弧形接口的好處是相鄰板條接觸更緊密,可以減少接口縫隙處夾料,當密封蓋板上下浮動時板條之間的活動為轉動,避免了板條被卡住浮不起來的現象發生。
采用若干個互相關聯窄長形狀的板條來構成密封蓋板,并且用鋼絲繩將所有蓋板串成串,使其可以以折線形曲面形狀與臺車底梁的底面相貼合,能夠最大限度地適應臺車底梁的變形,減小二者貼合面的間隙,而且不存在密封蓋板被卡死的現象發生,從而保證燒結機機頭機尾密封良好。
2. 6 臺車端頭
臺車在燒結機尾部搭肩起拱造成臺車端頭不均勻磨損,導致臺車端頭漏風。采用燒結機機尾彈性壓軌可以消除燒結機尾部搭肩起拱,大大減少臺車端頭磨損,有效地減少了臺車端頭處漏風。
為防止臺車端頭磨損后漏風,在臺車修復時,在臺車端頭加可以互換的墊片。一旦發現臺
車端頭磨損,將磨損的墊片取下換上新墊片。
2. 7 燒結機風箱及法蘭連接處
這部分漏風是由現有金屬波紋管風箱彎管補償器不能吸收燒結機水平方向變形造成風箱墊片松動后被風抽走、風箱變形開裂引起的。
消除這一部分漏風的辦法是將現有風箱彎管金屬波紋管補償器換成新型柔性非金屬補償器。
該柔性非金屬補償器補償材料采用氟橡膠布做成,可吸收風箱彎管三維移動。并且采用了管內襯耐磨涂層、加隔熱層、加金屬支撐骨架等措施,不但可以吸收風箱彎管軸向變形,同時可以吸收水平方向變形,從而消除風箱、風箱彎管、補償器等由于受熱變形引起的開裂漏風,使其具有耐磨、耐高溫,使用壽命長等優點。
2. 8 雙層卸灰閥( 電除塵下方)
采用SH 型雙層卸灰閥減少雙層卸灰閥處漏風。SH 型雙層卸灰閥主要特點為:
( 1) 密封閥蓋為平面形,密封閥蓋上的灰長期堆存不易起拱,有利于正常生產時排灰。
( 2) 密封閥蓋上設有撥灰桿,密封閥蓋開啟時,撥灰桿破壞閥口處由灰形成的拱橋,有利
于卸灰。
( 3) 橡膠密封圈做成特殊唇形,在負壓作用下兩道唇形密封圈與密封閥蓋的密封面越貼越
緊,保證了雙層卸灰閥的閥座與閥柄之間的密封。
( 4) 每層閥座底面安有兩道唇形的橡膠密封圈,橡膠密封圈安在閥座底面避免了卸灰時灰
塵對橡膠密封圈的磨損,同時更換橡膠密封圈更方便。
( 5) 驅動電機開關一次即可完成一個雙層卸灰全部開閉動作循環,操作控制簡單。
3 治理效果及效益分析
3. 1 治理效果
通過以上措施可以將燒結機本體部分漏風率降到35%以下。
3. 2 效益分析
改造后燒結機抽風負壓提高,為實現低溫厚料層創造了條件。
根據經驗每噸燒結礦可降低電耗2kWh 以上,每噸燒結礦可降低固體燃料消耗2kg 以上,產能提升4% 以上。265m2 燒結機年產量320 萬t,效益計算如下:
( 1) 每噸燒結礦電耗可下降2kWh 以上。每年節電640 萬kWh,每kWh 按0. 65 元計算,每年節電費用為416 萬元;
( 2) 燒結礦產量增加4%,每年增產燒結礦12. 8 萬t,如每噸燒結礦加工費為45 元,每年
僅燒結礦增產效益為576 萬元;
( 3) 每噸燒結礦節省固體燃料消耗約2kg,每年節省固體燃料消耗6400t,如每噸焦粉600
元,每年效益為384 萬元。
每年三項效益合計1376 萬元。
其它效益: 由于改造后燒結實行低溫厚料層燒結技術,燒結礦粒度組成、還原性等冶金性能指標改善,會使高爐生產指標改善,由此將產生更大的經濟效益。
同時,改造后煙氣量降低,提高脫硫系統運行穩定性。