
徐陽, 李晶, 隋然
(蘭州工業(yè)學(xué)院材料工程學(xué)院, 甘肅 蘭州 730050)
摘 要:為了快速脫氧和脫硫,并改善頂吹精煉的動(dòng)力學(xué)條件。以某煉鋼廠150 t 鐵水包為原模型,建立了模型與原型尺寸比為1:4 的物理模型。實(shí)驗(yàn)研究了吹氣位置、吹氣高度和吹氣量對(duì)鋼液混勻的影響規(guī)律。結(jié)果表明,當(dāng)吹氣孔距離鋼液面高度為200 mm、吹氣孔距離鐵水包中心0.7R、吹氣量600 L/min 時(shí)鋼液的混勻時(shí)間最短。
關(guān) 鍵 詞:鐵水包 頂吹氣 鋼液時(shí)間 水模
噴射冶金是爐外精煉方法中使用的重要手段[1],具有快速脫氧、脫硫,提高合金元素的收得率,微合金化的功能[2-5],并可以改善頂吹精煉的動(dòng)力學(xué)條件。為了有效地發(fā)揮精煉過程中噴射冶金效果,本研究在相似原理的基礎(chǔ)上[6-7],建立了鐵水包頂吹水力學(xué)模型,通過模擬實(shí)驗(yàn)研究,掌握頂吹槍在不同吹氣位置、吹氣角度、吹氣位置和吹氣流量對(duì)鐵水包內(nèi)鋼液均混時(shí)間的影響;從而為制定合理的頂吹工藝提供理論依據(jù)。
1 實(shí)驗(yàn)
1.1 原理
1.1.1 幾何相似
按照模型與原型尺寸比為1∶4 的物理模型,保證幾何相似,具體尺寸見表1。

1.1.2 動(dòng)力學(xué)相似
根據(jù)流體力學(xué)的知識(shí),鋼液的流動(dòng)只要滿足修正Fr 準(zhǔn)數(shù)相等就可滿足動(dòng)力學(xué)相似[1]。根據(jù)模型與原型修正Fr 準(zhǔn)數(shù)相等,得出:
Qm=0.011 2Qp .
式中:Qm 為實(shí)驗(yàn)氣體流量;Qp 為實(shí)際氣體流量。
1.2 設(shè)備
本實(shí)驗(yàn)使用的主要設(shè)備有:空氣壓縮機(jī)、儲(chǔ)氣罐、流量計(jì)、電導(dǎo)電極、計(jì)時(shí)器等,如圖1 所示。在本實(shí)驗(yàn)中,鋼水用水來模擬,氬氣用空氣來模擬。
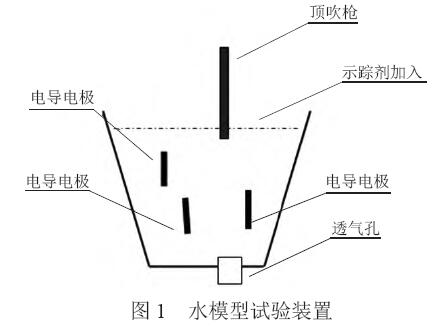
圖1 是實(shí)驗(yàn)室進(jìn)行水模型試驗(yàn)裝置簡圖,用有機(jī)玻璃模擬鋼包。本實(shí)驗(yàn)根據(jù)刺激—響應(yīng)技術(shù),采用電導(dǎo)法測定均混時(shí)間,向模型內(nèi)某一位置瞬時(shí)加入一定量的示蹤劑(飽和的KCl 水溶液),然后連續(xù)測定水的電導(dǎo)率變化,直至電導(dǎo)率變化不超過穩(wěn)定值(C∞) 的±5%(即選取|Ct- C∞|≤0.05 C∞ 為標(biāo)準(zhǔn)),所需的累積時(shí)間t0.95 即為混勻時(shí)間。
數(shù)據(jù)采集時(shí)間為3 min,采集數(shù)據(jù)時(shí)間間隔為0.05 s。為了更好地消除實(shí)驗(yàn)誤差,實(shí)驗(yàn)每個(gè)測量點(diǎn),重復(fù)測量3 個(gè)實(shí)驗(yàn)數(shù)據(jù),取實(shí)驗(yàn)數(shù)據(jù)的平均值作為該測量點(diǎn)的實(shí)驗(yàn)結(jié)果。
1.3 結(jié)果分析
1.3.1 頂吹氣量對(duì)均混時(shí)間的影響
為了研究頂吹氣量對(duì)鐵水包內(nèi)鋼液均混狀況的影響規(guī)律,通過水模型試驗(yàn):在一定的吹氣高度(200 mm) 下, 頂吹氣量分別選取水平1(300L/min)、水平2(400 L/min)、水平3(500 L/min)、水平4(600 L/min)、水平5(700 L/min),根據(jù)這些不同吹氣量下的鐵水包內(nèi)液體的混勻時(shí)間實(shí)驗(yàn)結(jié)果得到如圖2 所示。
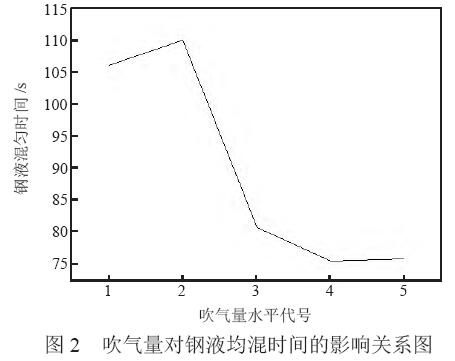
從圖2 可以看出:隨著吹氣量的增加,鋼液的均混時(shí)間減少,但是在氣量由水平1 增加至水平2 以及水平4 到水平5 的過程中有小幅度的增加,吹氣量為水平4,即600 L/min 時(shí)的鋼液混勻時(shí)間最短。
實(shí)驗(yàn)結(jié)果表明:吹氣量為600 L/min 時(shí)最有利于鋼液的混勻。
1.3.2 吹氣高度對(duì)均混時(shí)間的影響
為了研究頂吹氣距離鋼液面高度對(duì)鐵水包內(nèi)鋼液均混狀況的影響規(guī)律,通過水模型試驗(yàn):在一定的吹氣量(500 L/min)下,頂吹高度分別選取水平1(200 mm)、水平2(225 mm)、水平3(250 mm)、水平4(275 mm)、水平5(300 mm),根據(jù)這些吹氣高度下的鐵水包內(nèi)液體的混勻時(shí)間實(shí)驗(yàn)結(jié)果得到如圖3所示。

從圖3 可以看出:總的變化趨勢是鋼液的混勻時(shí)間隨著吹氣高度的增加而增加,吹氣高度為水平1 即200 mm時(shí)的鋼液混勻時(shí)間最短。
實(shí)驗(yàn)結(jié)果表明:吹氣量為200 mm 時(shí)最有利于鋼液的混勻。
1.3.3 吹氣位置對(duì)混勻時(shí)間的影響
為了研究頂吹氣位置據(jù)中心距離(R)對(duì)鐵水包內(nèi)鋼液混勻狀況的影響規(guī)律, 通過水模型試驗(yàn)在一定的吹氣量(500 L/min)一定的吹氣高度(200 mm)下,頂吹位置分別選取水平1(0.1R)、水平2(0.3R)、水平3(0.5R)、水平4(0.7R)、水平5(0.9R),根據(jù)這些吹氣位置下的鐵水包內(nèi)液體的混勻時(shí)間實(shí)驗(yàn)結(jié)果得到如圖4 所示。
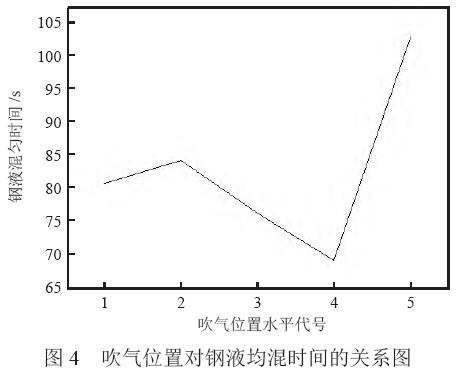
從圖4 可以看出:鋼液的均混時(shí)間隨著吹氣位置的改變而改變,吹氣位置從水平2(0.3R)到水平3(0.5R)再到水平4(0.7R)的變化過程中鋼液均混時(shí)間縮短,從水平1(0.1R)到水平2(0.3R)及水平4(0.7R)到水平5(0.9R)的變化過程中均混時(shí)間增加。實(shí)驗(yàn)結(jié)果表明:吹氣位置為水平4(0.7R)時(shí),均混時(shí)間最短。
2 結(jié)論
通過實(shí)驗(yàn)可以得出:
1)頂吹位置對(duì)均混時(shí)間影響。吹氣位置0.3R 到0.7R 的變化過程中,鋼液均混時(shí)間縮短,從0.1R 到0.3R 以及0.7R 到0.9R 的變化過程中,均混時(shí)間增加。在0.7R 時(shí),均混時(shí)間最短。
2)頂吹氣量對(duì)均混時(shí)間的影響。隨著吹氣量的增加,鋼液的均混時(shí)間減少。當(dāng)吹氣量為600 L/min時(shí),均混時(shí)間最短。
3)吹氣高度對(duì)均混時(shí)間的影響。隨著吹氣高度的增加,均混時(shí)間增加。當(dāng)吹氣高度為200 mm 時(shí),均混時(shí)間最短。
參 考 文 獻(xiàn)
[1] 朱苗勇,蕭澤強(qiáng).鋼的精煉過程數(shù)學(xué)物理模擬[M].北京:冶金工業(yè)出版社,1998.
[2] Sahai Y, Emi T.Criteria for water modeling of melt flow andinclusion removal in continuous casting tundishes [ J ] . ISIJinternational, 1996,36(9):1 166.
[3] 楊福,畢學(xué)工,周進(jìn)東,等.高磷鐵水預(yù)處理脫磷動(dòng)力學(xué)模型研究[J].鋼鐵研究,2012(6):6- 11.
[4] Jonsson L,Joensson P. Modeling of fluid flow conditions around theslag/metal interface in a gas- stirred ladle [J]. ISIJ,1996,36:1 127- 1 134.
[5] 武守防,馬全峰.100 tEAF- LF- RH- CC 流程生產(chǎn)潔凈管線鋼的工藝實(shí)踐[J].特殊鋼,2013(1):28- 31.
[6] 尹弘斌,金山同.CAS 工藝條件下鋼包內(nèi)夾雜物上浮規(guī)律的理論研究[J].鋼鐵,1996(10):13- 17.
[7] 韓文習(xí),李豐功,戰(zhàn)東平,等.60 t LF 鋼包底吹氬行為的物理模擬[J].山東冶金,2012,34(3):28- 31.