
劉麗果
(河鋼集團石鋼公司軋鋼廠,河北石家莊050031)
摘要: 簡要介紹了矯直機的應用狀況,分析了二輥、多輥矯直機的結構和工作原理,比較了幾種矯直機的輥縫的調節方法。結合石鋼公司軋鋼廠使用棒材矯直機的生產經驗,總結了二輥、多輥矯直機的應用特點、彎曲度適應性等因素,為同行業棒材矯直設備選型提供參考。
關鍵詞: 棒材;輥矯直機;應用;比較
0 引言
矯直機是圓鋼精整中必備的精整設備,其主要作用是滿足探傷設備和下游用戶對圓鋼平直度的需求,矯直機的穩定性極大地決定了精整及探傷的產量。隨著特鋼市場需求的發展,特別是一些大規格高合金鋼棒材,其屈服強度高,經過緩冷收集后端部彎曲度較大,因此對于精整矯直的需求越來越多,同時對矯直機設備性能的要求也越來越高。
目前,常見的棒材矯直設備有二( 斜) 輥矯直機、多( 斜) 輥矯直機。針對這兩種矯直機的特點和使用情況,結合石鋼公司的應用狀況,分析各種矯直機的適用環境。
1 二( 斜) 輥矯直機
二輥矯直機上下輥型分別為凹凸輥,中心對應。多數理論認為,二輥矯直機的矯直原理在斜輥矯直中獨具特點,它對棒材的矯直作用不是依靠各輥之間的交錯壓彎,而是依靠一對輥縫內部彎曲曲率的變化,不斷進行旋轉壓彎,使棒材產生塑性彎曲變形,從而達到全方位矯直[1]。許多研究理論認為,二輥矯直機的輥型曲線中真正起到矯直作用的是輥腰段、輥胸段以及輥腹段[2],其矯直原理是先統一殘留彎曲,再進行矯直。從力學接觸的角度看,二輥矯直機的實質是利用凹凸面曲形的接觸形成三點折彎,棒材進入矯輥時的咬入位置影響棒材的矯直盲區,一般國外品牌的矯直機矯直盲區大約為輥長的四分之一。
長期以來,使用者更多地從矯直原理出發關注二輥矯直機所承受的矯直力以及驅動功率。
矯直力矩: M0 = 0. 1d3RE
其中,RE———屈服強度,MPa;
d———棒材直徑,mm;
M0———矯直力矩,Nm。
彈朔變力矩: MP1 = 1. 69M0
其中,1. 69———矯直圓棒所取標準值( 歐標) 。
矯直力: F = 3 × MP1 /t
t = h /cosβ
h = 1 /2L
其中,L———上工作輥的長度;
β———工作輥夾角的一半。
由以上參考公式可知,矯直力矩是確定的,矯直力分別與棒材直徑、屈服強度成正比,與上輥輥長及工作輥夾角成反比關系。用于黑皮材矯直的二輥矯直機,其輥長較短而矯直力比較大。
矯直輥實際驅動功率P 的影響因素較多,主要有速度V、屈服極限Re、棒材直徑d 、工作輥尺寸LD( 主要是長度尺寸L ) 、兩輥夾角β、摩擦力f、矯直力F。
石鋼公司軋鋼廠應用多臺二輥矯直機,均為合資品牌,各家設備在輥形尺寸、導板調整、矯直輥平衡、冷卻液清理等方面各有不同。二輥矯直機的入口和出口均設有夾送輥,夾送輥與矯直輥、水平導板系統共同構成合理的矯直輥縫系統,從而實現棒材大小規格的生產。
結合軋鋼廠大棒線與小棒線多輥及二輥矯直機設備的使用經驗,以Φ 100 mm 規格為界限,總結二輥矯直機有以下優缺點:
( 1) 小規格棒材,來料彎曲度< 8‰的棒材,矯直速度快、矯直精度高。
( 2) 大規格棒材,導板消耗過大。
( 3) 經過緩冷后的棒材適應多輥矯直。
在生產現場經過緩冷收集的GCr15 軸承鋼,彎曲度最大可達到30‰,二輥矯直機根本無法進入。
而彎曲度在8‰ ~ 15‰的棒材,二輥矯直機也無法保證理想的矯直精度。
二輥矯直機在銀亮設備方面有精矯壓光作用[3],軋鋼廠也有應用。以同一家合資品牌機型對比來看,二者機型結構相似,用于銀亮精矯壓光的二輥矯直機,矯輥尺寸較大,調角范圍較寬,矯輥驅動電機功率較小,考慮棒材橢圓度的影響,對銀亮材是矯直圓整,其矯直力相對較小,精矯后的表面精度更高。
2 多( 斜) 輥矯直機
多輥矯直機與二斜輥矯直機都屬于斜輥矯直法。多斜輥是利用上下多個傾斜的矯直輥交錯布置并旋轉,使棒材在矯直輥的摩擦帶動下旋轉前進,產生超出彈性極限時的周向應力變形從而達到全方位矯直[3]。多輥矯直機有六輥、七輥、九輥、十輥等等,下面主要是對國內外應用較多的幾個九輥、十輥主流機型進行討論分析。
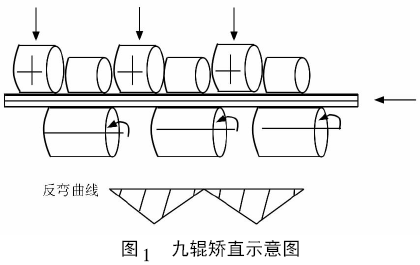
國外九輥矯直機型的下橫梁設有3 個驅動輥,由1 臺主電機集中驅動; 上橫梁設有6 個從動上輥,這6 個上輥分為3 個壓下輥和3 個折彎輥,其中折彎輥徑較大。上下輥角度均可調節,3個壓下輥和3個折彎輥的角度不同。輥縫的調節是通過上輥的壓下來完成的,上輥裝有碟簧用以補償壓下機構的調節間隙; 其矯直原理是在矯直過程中形成3 個折彎的矯直三角,從而形成多次連續矯直,其矯直示意見圖1。上輥具備過載保護功能,從而防止棒材尺寸超差或彎曲度過大。
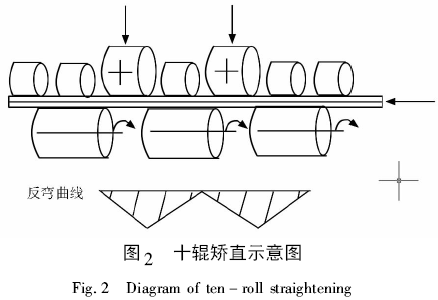
國外十輥矯直機型,下橫梁設有3 個驅動輥,由1 臺主電機集中驅動; 上橫梁設有7 個從動輥,其中處于夾緊位置的3 個上輥為緩沖輥,其余4 個為偏向輥,2個輥徑較大的偏向輥為受力輥。上下輥角度均可調節,輥縫的調節通過上輥的壓下來完成,上輥裝有碟簧補償壓下機構的調節間隙。該種機型的矯直原理也是在矯直過程中形成折彎的矯直三角,其矯直示意見圖2。上輥具備過載保護功能,從而防止棒材尺寸超差或彎曲度過大。與上面介紹的九輥矯直機型原理相同,不同的是其入口比九輥機型多1 個導向作用的偏向輥。
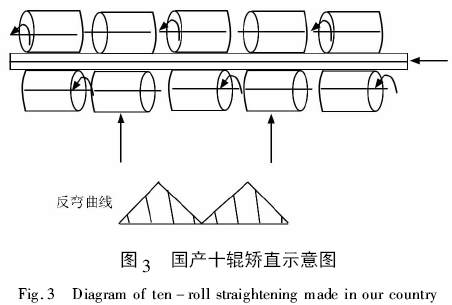
國內十輥矯直機型,上下橫梁共有5 對輥,沿輸入方向一、三、五對輥均為主動輥,上下分別由2 臺主電機集中驅動,二、四對輥為從動輥; 上輥及下驅動輥角度可調節; 上輥均可壓下,實現輥縫的調節,其壓下機構裝有平衡缸調節間隙,輥縫的調節是通過二、四下從動輥進行壓上實現,其矯直原理也是在矯直過程中形成折彎的矯直三角,所不同的是反向三點折彎,矯直示意見圖3,5個上輥均設有恒壓過載保護。
3 三種機型比較
上述三種機型均為第一道折彎受力最大,多輥矯直機通過多次反彎矯直,矯后直線度高,速度較快。石鋼公司軋鋼廠在采購多輥矯直機過程中對設備特點有如下要求。
( 1) 多輥矯直機矯直循環多,殘余應力小,矯直速度相對較快。
( 2) 對棒材的彎曲度適應性較好,國內機型的彎曲度最大可以達到30%,國外機型的最大彎曲度可以達到15%。
( 3) 無導板磨損以及乳化液的消耗。
多輥矯直機也存在缺點,從軋鋼廠大棒線國產七輥矯直機的使用來看,國內多輥機型向上矯直折彎,其壓上機構要上下運動,而棒材在矯直過程中會掉落大量氧化鐵皮,這就導致氧化鐵皮隨著壓上機構的運動而進入機體內部,從而阻塞設備的運動,因設備結構位置有限,現場不易處理。目前,國內多輥機型廠家在設計及初始制作時已采取相關措施,但能否徹底解決氧化鐵皮的壓入問題還有待現場使用考察。國外機型為向下矯直折彎,其下輥高度固定不變,不存在氧化鐵皮壓入這一突出問題。
4 結語
選用棒材矯直機與材料的規格、屈服強度、表面彎曲程度等因素有關,二輥矯直機在小規格棒材矯直中的精度較高,在滿足高端用戶方面應用較多。多輥矯直機矯直速度快,對棒材的彎曲度適應性好,正受到越來越多的應用。
參考文獻
[1]崔甫. 矯直原理與矯直機械[M]. 北京: 冶金工業出版社, 2002:240.
[2]馬立東,黃慶學,李等. 棒材二輥矯直過程有限元分析及實驗[J]. 塑性工程學報,2012,19( 3) : 31.
[3]王仕杰,盧星,李勤勇,等. 棒材矯直設備及工藝探討[J]. 冶金設備, 2011 年特刊,( 1) : 50.