
鄭淑國,劉煜,王玉峰,陸安糧,朱苗勇
(東北大學冶金學院,遼寧沈陽110819)
摘要: 連鑄生產中,鋼包澆注末期及一個澆次結束中間包澆注末期均會發生下渣,對鑄坯質量及生產順行產生不利影響,因此嚴格控制連鑄過程下渣非常重要。介紹了連鑄過程中下渣的機理并闡述了匯流漩渦及排流沉坑的形成機理,分析了控制下渣的主要方法,并針對連鑄鋼包及中間包澆注過程分別闡述了典型的控制下渣技術,為連鑄過程下渣控制提供理論基礎。
關鍵詞: 連鑄;鋼包澆注;中間包澆注;下渣控制
隨著社會的進步和科學的發展, 對鋼的質量要求越來越高。連鑄過程中,鋼包澆注末期及一個澆次結束中間包澆注末期皆可發生下渣, 下渣控制一直是困擾經濟潔凈鋼生產的難題之一。連鑄過程下渣會有很多危害, 主要有: 惡化鋼水的可澆性,使水口堵塞,致使澆注不能正常進行;當鋼包中含氧化鐵、氧化錳和氧化硅的爐渣流入中間包以后, 會造成鋼水中鋁和鈦等易氧化合金元素的燒損,降低合金元素收得率,且會產生夾雜物影響鋼水潔凈度; 鑄坯中溶解鋁含量下降, 中間包及大包長水口侵蝕嚴重, 降低包襯壽命; 鋼包渣進入中間包導致中間包內熔渣聚積, 給連鑄過程造成不良影響; 中間包渣進入結晶器, 不僅降低了鑄坯潔凈度,且易誘發漏鋼。因此,為了提高鑄坯質量及保證生產順行,必須控制連鑄過程下渣。
目前, 在高品質鋼的連鑄生產中, 為控制下渣,鋼包及中間包中常采用留鋼操作,這樣雖滿足了質量要求,但鋼水的收得率低,例如某300 t 鋼包利用此方法時的余鋼量約9 t ( 約占鋼水的3%)[1]。因此,如何在避免下渣的前提下最大限度地減少反應器內的余鋼量, 是實現連鑄澆注過程高效、經濟控制下渣的關鍵。這需要對下渣機理及控制方法有全面、深入的認識。本文對連鑄澆注過程的下渣機理、控制下渣方法及典型控制下渣工藝進行闡述,為連鑄過程下渣控制提供理論基礎。
1 下渣機理
冶金反應器排流過程中下渣有匯流漩渦下渣和排流沉坑下渣兩種機制[2-5]。
1.1 匯流漩渦
鋼包澆注過程中形成匯流漩渦的臨界高度較高,有研究表明[5-6],鋼包澆注過程發生匯流漩渦下渣的臨界高度在150 mm 以上,鋼包在較高液位下存在匯流漩渦下渣致使其澆注結束時余鋼量往往比較大。目前,如何提高鋼包澆注過程鋼水的收得率是困擾許多煉鋼廠的一個難題, 如何減弱甚至消除匯流漩渦是控制鋼包下渣并提高鋼水收得率的關鍵所在, 而這需要對鋼包澆注過程的匯流漩渦形成機理有更加清晰的認識。
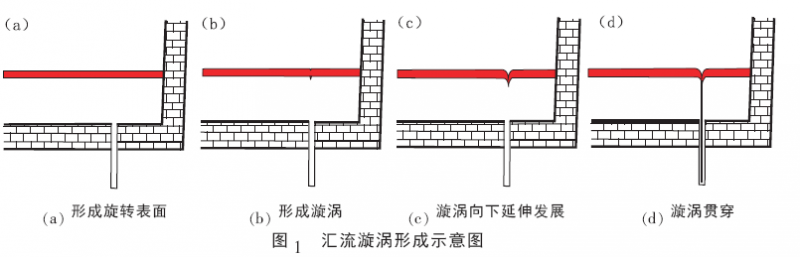
匯流漩渦是在鋼包澆注過程液面下降到一定高度(一般稱為臨界高度)時才發生,此時,原本向出流口中心線匯流的質點開始疊加累積角速度,使移動軌跡越來越偏離直徑方向, 逐漸演變成圍繞水口做旋轉運動, 直到最后發展成為具有強烈抽吸作用的貫通出流口的漏斗狀漩渦, 鋼渣隨漩渦而下。一般認為,形成匯流漩渦的能量來源有3個[7-8]:① 地球自轉引起的科氏力;② 流場不均勻性誘發的環流;③ 流體流出過程中自身的位能。圖1 為匯流漩渦形成示意圖。由圖1 可以看出, 澆注過程中當鋼包內的鋼液面下降到一定高度時,首先在自由表面產生旋轉流動,見圖1(a);然后轉速逐漸加快、下凹并形成漩渦,見圖1(b);漩渦向下發展,見圖1(c);直至貫通水口,見圖1(d)。一般將剛產生旋轉流動時的液面高度稱為匯流漩渦形成的臨界高度。
對于煉鋼連鑄而言, 匯流漩渦造成的下渣危害最大,是鋼包下渣的最主要原因[9-11]。匯流漩渦看似一個簡單的自然現象, 卻是一個十分復雜的湍流力學問題, 國內外已對匯流漩渦進行了大量研究,但目前尚沒有成熟的理論模型對其成因、運動規律進行精確的定量分析, 只能在某種理想假設下或結合實驗研究,得到其有限的局部特征[11]。
1.2 排流沉坑
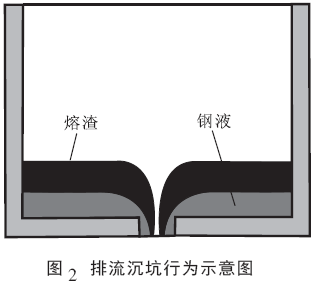
國內外同時考慮冶金反應器排流過程中的匯流漩渦及排流沉坑下渣行為的研究不多,1992 年,Sankaranarayanan 和Guthrie[12]首次明確區分了冶金反應器排流過程中匯流漩渦下渣和排流沉坑下渣的概念, 并指出匯流漩渦下渣的臨界高度遠大于排流水口內徑, 而排流沉坑下渣的臨界高度近似等于排流水口內徑。顯然,排流沉坑下渣的臨界高度遠小于匯流漩渦下渣的臨界高度,故其危害相對較小,但考慮到下渣有諸多危害,因此同樣需要想辦法控制該下渣方式。排流沉坑是在反應器排流至末期時流體的體積流量小于排流水口的流通流量時產生的, 熔池表面的渣層會隨排流沉坑進入排流水口而產生下渣。排流沉坑示意圖如圖2。
國內外對排流沉坑下渣行為的研究并不多。有研究表明[13],通過減小出水口內徑和使包底帶有一定坡度能夠有效地減弱排流沉坑所引起的帶渣。
2 控制下渣方法
澆注過程控制下渣的方法主要有3 種[9]:上躲法、下藏法、抑制法。
上躲法是指鋼包停止澆注時鋼包中剩余的鋼液高度大于臨界高度, 從上部躲避匯流漩渦的發生,又稱為過量余鋼法。這種方法的缺點是以犧牲鋼水收得率為代價。傳統的此類方法是人工目測法;現在各種自動檢測技術已取代人工法,主要有電磁法、激光法、重力檢測法、振動檢測法等[14-20]。
一旦檢測到下渣就關閉鋼包滑動水口, 這樣既避免下渣又能最大限度提高鋼水收得率。但下渣檢測技術側重檢測而不是控制下渣。
下藏法是局部性降低水口附近包底位置,使臨界高度部位藏入該降低位置, 從下部避免匯流漩渦的生成,從而達到減少下渣、提高鋼液收得率的目的。此技術效果好,投資省,且使用壽命長。在此基礎上對冶金容器底部進行設計并改造, 可取得比較好的效果。但該方法需要對現有設備進行改造。
抑制法是采取措施從根本上降低產生匯流漩渦的臨界高度, 推遲漩渦的發生或阻止貫通式漏斗狀漩渦的形成, 從而減少以至消除匯流漩渦下渣并提高鋼水收得率。此類方法主要有:抑制鋼包渣進入中間包的浮游閥法, 抑制中間包渣進入結晶器的防渦器法、旋轉閥法、精確控制閥法、旋轉管閥法、雙功能塞棒法等。
3 連鑄鋼包澆注過程典型控制下渣方法
3.1 傾斜包底法
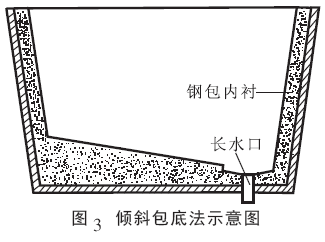
具體方法就是采用非水平的包底, 使包底向水口方向傾斜一定的角度[10],圖3 為傾斜包底法示意圖。在鋼包澆注末期,隨著液面的不斷降低,由于包底的限制,液面的面積會不斷縮小,雖然不能降低漩渦的臨界高度, 但是鋼包內的余鋼量會有所減少,達到提高鋼水收得率的目的。采用傾斜包底法也存在著弊端: ① 包底向水口方向傾斜,在遠離水口方向上包底的耐火磚厚度要明顯大于水口位置的耐火磚厚度,這使得鋼包容積變小;② 采用傾斜的包底, 加大了鋼包內襯的砌筑難度;③ 由于包底是傾斜的,鋼包在精煉過程吹氬比較困難, 比如不同位置的吹氣元件的尺寸要求不同,安裝角度和吹氣效果有待研究;④ 包底傾斜雖然可以減少下渣,但是浪費鋼包容積,降低了鋼包利用率。
3.2 浮游閥法
目前,控制鋼包下渣的方法主要是浮游閥法[21],即將閥體比重介于鋼水與熔渣之間的圓盤狀或圓錐形的浮游閥在鋼包澆注結束10 min 前投入到出鋼口正上方,并以一定的張力予以調整,使之追隨液位的降低而下降直至閥體塞頭接觸水口,進而防止了鋼包澆注末期匯流漩渦的發生。浮游閥有多種形式,常見的有圓盤狀、圓錐狀和棱錐狀, 其共同特征為浮游閥體的密度都是介于鋼水與熔渣之間,配合滑動水口使用。新日鐵開發的浮游閥法示意圖如圖4 所示。
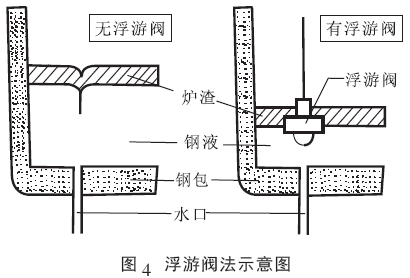
圓盤狀浮游閥直徑為420 mm(是水口直徑的4 倍),材質為氧化鋁質( 可注入鐵芯), 密度為4×103 kg/m3。在澆注完畢的10 min 前投入到水口的正上方,并進行一定的調整,使其隨著液位的降低而下降,直到閥體下部的塞頭接觸水口。這樣就防止鋼包澆注末期匯流漩渦的發生, 減少了流入中間包的渣量。浮游閥法存在兩個問題: ① 鋼包澆注過程中,隨著鋼包液面的下降,鋼包渣層的表面開始凝固結殼,要想把浮游閥投入到鋼包內,需要專門的破渣殼裝置;② 浮游閥是消耗品,價格昂貴。
4 連鑄中間包澆注過程典型控制下渣方法
4.1 下藏法
中間包下藏法示意圖如圖5 所示。
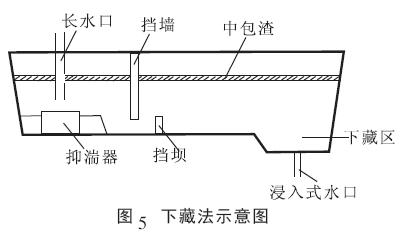
通過降低局部浸入式水口區域的高度, 以使澆注末期時, 在相等的漩渦高度條件下中間包內殘余的鋼水減少,達到提高鋼水收得率的目的。目前很多新設計的中間包(尤其是板坯中間包)普遍采用此方法來抑制中間包澆注過程的下渣。
4.2 防渦器法
中間包防渦器法是在中間包出口上方放置一個防渦器。該防渦器將流向中間包出口的鋼水流動變為直行流,從而穩定渣金界面,并抑制漩渦流的產生。防渦器如圖6 所示[22],圖6(b)為12 t 中間包現場試驗中采用的防渦器,試驗結果表明,該方法具有較好的控制下渣效果。
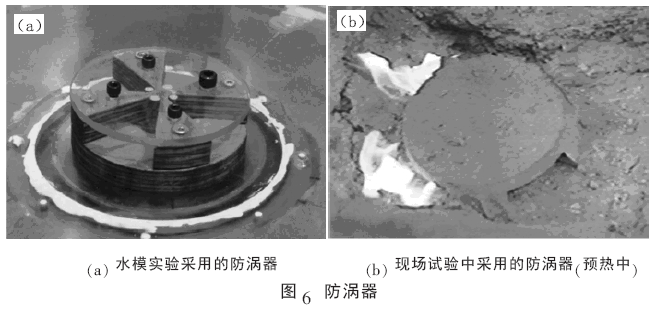
但該方法有兩點不足:① 該防渦器裝置會影響塞棒的使用,不適用于通過塞棒控流的中間包;② 該裝置容易粘附夾雜物而被堵塞,影響連鑄生產的順行。
其它的中間包澆注過程控制下渣方法,如:旋轉閥法、精確控制閥法、旋轉管閥法、雙功能塞棒法等, 文獻[9]中已做過詳細闡述, 此文中不再贅述。
5 結論
在鋼鐵生產連鑄過程中, 鋼包及中間包澆注過程的下渣控制一直是困擾潔凈鋼生產的難題。為提高鋼水收得率, 連鑄反應器內的鋼水液面要盡量低,很容易發生下渣,一旦下渣會顯著惡化鋼水質量并影響現場生產的順行。要想高效、經濟地控制高品質鋼連鑄過程下渣, 需要對下渣機理及控制方法進行全面、深入的認識。通過對連鑄澆注過程的下渣機理及控制下渣方法的深入分析,闡述了鋼包及中間包澆注過程典型的控制下渣工藝,為連鑄過程的下渣控制提供理論基礎。
參考文獻
[1] O. avila, R. D. Morales, L. Garcia -Demedices. Mathematical Simulation of Fluid Dynamics during Steel Draining Operations from a Ladle [J]. Metallurgical and Materials Transactions B,2006, 37(1): 71-87.
[2] 王謙, 何生平, 何宇明, 等. 減少鋼包下渣提高鑄坯潔凈度[J]. 鋼鐵, 2007, 42(10): 32-35.
[3] 孫彥輝, 蔡開科, 趙長亮. 非穩態澆注操作對連鑄坯潔凈度影響[J]. 鋼鐵, 2008, 43(1): 22-25.
[4] Hojo M, Nakao R, Umezaki T, et al. Oxide inclusion control in ladle and tundish for producing clean stainless steel [J]. ISIJ International, 1996(36): 128-131.
[5] Davila O, Morales R D, Garcia -Demedices L. Mathematical simulation of fluid dynamics during steel draining operationsfrom a ladle [J] Metallurgical and Materials Transactions B,2006, 37(1): 71-87.
[6] 趙新凱, 孫本良, 李成威, 等. 40 t 鋼包澆鑄過程的數學模擬研究[J]. 煉鋼, 2008, 24(3): 40-45.
[7] 藺瑞, 顏正國, 劉濤, 等. 60 t 鋼包澆注過程中匯流旋渦形成機理[J]. 過程工程學報, 2010, 10(4): 655-659.
[8] 藺瑞, 顏正國, 于景坤. 鋼包澆注過程匯流旋渦的物理實驗[J]. 東北大學學報, 2010, 31(9): 1287-1291.
[9] 黃曄, 葉樹峰, 李美明. 澆注過程的防下渣技術[J]. 煉鋼,1996, 12(2): 26-31.
[10] 藺瑞. 鋼包澆注過程中漩渦下渣的產生及控制[D]. 沈陽: 東北大學, 2012.
[11] 譚大鵬, 計時鳴, 李培玉, 等. 振動式鋼包下渣檢測方法及其關鍵技術研究進展[J]. 中國科學: 技術科學, 2010, 40(11):1 257-1 267.
[12] Sankaranarayanan R, Guthrie R I L. A laboratory study of slag entrainment during the emptying of metallurgical vessels [A].Steelmaking Conference Proceedings[C]∥Toronto, 1992.
[13] 全鈺嘉. 爐外精煉的發展動向[J]. 鋼鐵, 1989(7): 65-71.[14] 李培玉, 趙明祥. 連鑄鋼包下渣檢測方法的研究現狀與進展[J]. 煉鋼, 2003, 19(3): 51-55.
[15] 連文敬. 連鑄鋼包下渣檢測技術的發展[J]. 中國冶金, 2011,21(8): 8-11.
[16] Qiu D M. Novel continuous casting slag detection system using a single -coil sensor [J]. Scandinavian Journal of Metallurgy,1997, 26(4): 178-182.
[17] Rau H, Von Ropenack I. Application of thermographic slag detection[J]. Metallurgical Plant and Technology International,2002, 25(1): 52-55.
[18] 劉仁銀, 潘煉. 電磁式測渣傳感器參數檢測系統[J]. 儀表技術與傳感器, 2014(10): 57-59.
[19] 譚大鵬, 李培玉, 潘曉弘. 基于振動信號測量的連鑄下渣檢測系統[J]. 浙江大學學報, 2008, 42(8): 1399-1403.
[20] 田陸, 包燕平, 李娟, 等. 一種高靈敏性鋼包下渣檢測裝置的研究與應用[J]. 北京科技大學學報, 2009, 31(1): 58-61.
[21] 妙中隆之, 橫井真一, 溝口良平, 等. 取鍋スラグ流入防止技術の開発[J]. 鉄と鋼, 1986, 72(4): S259.
[22] Sankaranarayanan R, Guthrie R I L. Slag entraining vortexing funnel formation during ladle teeming: similarity criteria and scale-up relationships [J]. Ironmaking and Steelmaking, 2002,29(2): 147-153.