
李文獻
(山西建邦鑄造制氧車間,山西 臨汾 043000 )
摘 要:近年來,冷卻壁鑄造工藝水平不斷提高,冷卻壁質量相應優化,然而這與先進技術應用、鑄造結構合理調整有直接聯系。 本文在了解冷卻壁類型、材質等理論內容的基礎上,針對煉鐵高爐球鐵冷卻壁鑄造工藝具體分析,希望能為相關鑄造人員起到思路拓展、實踐
指導作用。
關鍵詞:煉鐵高爐;球鐵冷卻壁;鑄造探究
隨著冷卻壁鑄造工藝標準的不斷提高,進而冷卻壁鑄造工作應遵循相關質量要求,適當創新鑄造工藝,確保鑄造完成的球鐵冷卻壁能夠滿足應用需要,同時,冷卻壁安裝效率、安裝精度能夠不斷提高。 本文就此展開進一步的研究和探討。
1 冷卻壁基本介紹
1.1 冷卻壁分類
煉鐵高爐組成部件較多,其中,冷卻壁作為眾多組成部件之一,在爐型穩定、高爐使用時間延長等方面起到了重要作用。 高爐煉鐵冷卻壁類型多樣,根據組成結構來劃分有兩種,第一種即鑲磚冷卻壁,第二種即光面冷卻壁;根據材質來劃分有四種,第一種即鑄鋼冷卻壁,第二種即灰鑄鐵冷卻壁,第三種即鑄銅冷卻壁,第四種即球墨鑄鐵冷卻壁。 一般來講,灰鑄鐵材料適用于光面冷卻壁,安裝合理位置為風口帶下方[ 1 ] 。
1.2 冷卻壁鑄造要求
由于冷卻壁組成結構存在差異, 因此鑄造要求不盡相同,鑲磚冷卻壁結構組成十分繁瑣,材質要求相對較高,鑄造工藝難度較大,例如,鑄造 QT400-20 鑲磚冷卻壁時,一方面合理控制管頭連接精度,以便為安裝提供便利;另一方面優選適合的球化處理工作, 以免部件應用性能受到不利影響。相比而言,光面冷卻壁結構組成較簡單,鑄造要求相對較低,鑄造材質僅為 HT200 。 為了更好的滿足冷卻壁鑄造要求,應用數控技術于鑄造操作,不僅能夠提高開孔精度,而且還能提升冷卻壁性能, 這對冷卻壁市場競爭實力提高有促進作用。
2 煉鐵高爐球鐵冷卻壁鑄造工藝分析
2.1 造型工藝
1 ) 冷卻水管制造工藝。 首先,合理控制冷卻水管彎制性能。 彎制之前保證收縮量在 0.4%~0.6% 之間,并組織試壓、通球兩種試驗,符合試驗要求的冷卻水管進行除銹處理;其次,妥善連接冷卻水管與安裝套管。 能在穩固的基礎上避免冷卻水管外壁出現拉裂現象。然后,做好防滲碳處理工作。將除銹處理后的冷卻水管均勻涂刷防滲碳材料,其中,涂抹厚度控制 0.3mm 左右;最后,精確控制冷卻水管尺寸。 主要是因為當前安裝精度較高, 只有將安裝誤差控制在規定的范圍內,才能順利完成安裝任務。
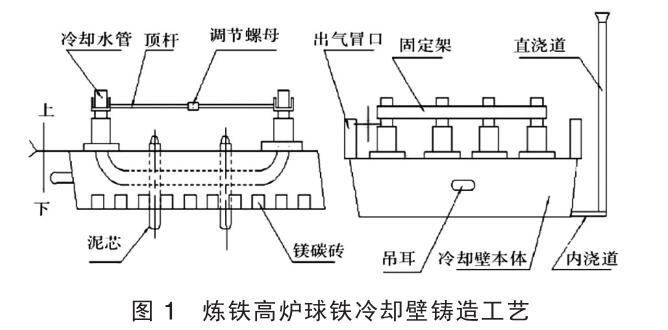
2 )砂型制造工藝。 優選適合型砂,參照相關要求合理控制砂型分型負數,適宜砂型分型負數為 1.5mm ;整體芯殼焊接材料選用鋼板,并將其置入冷卻壁內容,提高清砂效率,優化鑄造質量; 根據高爐層段差異為其提供相應的覆蓋磚,這對冷卻壁性能優化、冶煉強度增強有促進作用;耐火石棉氈接觸大面積接觸磚面,耐火石棉氈厚度在 4mm 左右,這不僅能夠減少鐵液冷縮壓力, 而且還能有效抵御鐵液進入磚縫隙;合理設計澆注系統,將出氣冒口直徑設計為 18mm 左右,這能大大降低穿管現象發生幾率。 整體工藝設計如圖 1 所示。
2.2 球化處理工藝
1 )基礎準備。 QT400-20 鑲磚冷卻壁球化處理的過程中,由于球墨鑄鐵斷面積尺寸較大,這在一定程度上會加大處理難度, 應合理控制化學元素的成分, 其中, Mn ( 0.4% )、 C( 3.5% )、 S ( 0.02% )、 Si ( 2.6% )按照這一標準控制化學成分,有利于提升材料延伸率。 此外,優選原材料,并合理控制原材料配比,其中,廢鋼( 14% )、生鐵( 41% )、回爐鐵( 16% )、生鐵( 31% )[ 2 ]。
2 )熔煉工藝。 QT400-20 鑲磚冷卻壁生產過程中要想合理維持鐵素體量,務必提升鐵水熔煉質量,應用雙聯熔煉工藝,這對球化處理工藝質量整體提升有促進作用[ 3 ]。
3 )處理工藝。 QT400-20 鑲磚冷卻壁實際應用的過程中,要想最大限度發揮冷卻壁性能, 應提升各環節處理工藝水平,維持鐵素體量在 96% 左右。 本文組織相關試驗,根據試驗結果分析鐵水處理工藝水平,具體試驗操作以及試驗結果介紹如下。
4 )實驗流程。 選擇一次孕育劑、二次孕育劑分別為 75 硅鐵和稀土高效孕育劑, 將 75 硅鐵處理成塊狀, 塊度直徑在15mm 左右,接下來對其烘干處理。 之后將 15mm75 硅鐵覆蓋到溶于 1.3% 球化劑的鐵水包底,依次覆蓋鐵血、球鐵覆蓋劑。控制出鐵溫度為 1431℃~1451℃ ,觀察出鐵液量。 適當應用出鐵球化孕育處理技術,觀察石墨球體積大小變化情況,以及球面光滑度。 需要注意的是,合理控制球墨鑄鐵澆筑溫度,適宜溫度在 1340℃ 左右,澆筑過程中應用氬氣保護性澆注技術能夠降低鐵液滲碳現象發生幾率[ 4 ]。
5 )試驗結果。 QT400-20 鑲磚冷卻壁表面較光滑,并且冷卻水管尺寸精度較高,并且無滲漏、卡阻現象,冷卻壁以及部件安裝操作十分順利,冷卻壁質量較高。
3 結論
煉鐵高爐球鐵冷卻壁鑄造的過程中, 掌握冷卻水管制造工藝、砂型制造工藝、球化處理工藝處理技巧,通過組織球化處理工藝試驗活動來掌握冷卻壁鑄造技術。 這不僅能為相關鑄造者提供理論借鑒, 而且還能全面提高冷卻壁鑄造工藝水平, 對煉鐵高爐球鐵冷卻壁鑄造工作順利開展有推動作用。