
李海峰
(天津鋼鐵集團有限公司檢修分公司,天津 300301)
[摘 要] 為解決天鋼 3 200m3 高爐爐體 6~8 段銅冷卻壁損壞漏水問題,對高爐進行了中修,更換了 6~8 段銅冷卻壁。給出了針對性強的銅冷卻壁拆除及安裝方案,對施工方法和具體操作過程進行了詳細介紹。高爐投入生產后使用效果良好,完全達到了預期目標。
[關鍵詞] 高爐;銅冷卻壁;環形梁;吊盤
1 引言
天鋼煉鐵廠 3200m3 高爐(以下簡稱 2 # 高爐)采用了 PW 串罐爐頂、軟水密閉循環、美國 UCAR小塊碳磚、卡魯金頂燃式熱風爐等先進技術。為實現高爐一代壽命 15年以上,采用爐體全冷卻壁方案。爐底至爐喉鋼磚下沿共設置 16段冷卻壁,采用了磚壁合一薄襯結構,冷卻壁分為 16段共計 776塊。其中 1~5段為光面灰口鑄鐵冷卻壁,共計 254塊;爐腹、爐腰、爐身下部高熱負荷區域關鍵部位即6~10段冷卻壁為銅冷卻壁,共計 240塊;11~16段為鐵素體基球墨鑄鐵冷卻壁,共計 282塊。冷卻壁采用軟水密閉循環冷卻系統強化冷卻效果,由下至上各段冷卻壁冷卻水串級使用。每段 48塊冷卻壁,每塊冷卻壁有 4根進出水管,冷卻水速約 1.8 m/s,合計冷卻水量 6 200 m 3 /h。
2 2 # 高爐冷卻壁存在的問題和解決問題的思路
2 # 高爐爐內銅冷卻壁損壞漏水已威脅高爐的安全生產。從最初發現冷卻壁漏水,很快陸續發展到 15根冷卻支管損壞,分布于 7段 8塊冷卻壁上,時間不長第 6、第 8 段又有支管損壞,主要集中在6~8段爐身下部、爐腰及爐腹部位,雖然對已損壞的支管做了跳管、改開路水、安裝部分銅冷卻柱及局部爐外打水等處理措施,隨著生產的持續運行,陸續還在產生新的漏水點,嚴重威脅著高爐的安全生產,為徹底消除安全隱患,公司研究決定對 2 # 高爐降料線停爐進行中修,工期暫定 40天。
因為這次中修除重點更換損壞的 6、7、8三段銅冷卻壁外,還要進行扒料、風口組合磚侵蝕部位澆筑、爐體整體噴涂等工作。因此,主線更換冷卻壁的時間只有不足 20天。盡管本次停爐工期短、任務重,并且主要備件銅冷卻壁由于制造周期長不能在停爐前提前準備到位,但我們本著科學、合理、高效的原則,在工程組織上優化施工方案和網絡計劃,最大限度地在確保安全和質量的前提下保證工期,為公司的正常生產奠定基礎。
3 銅冷卻壁更換施工方法及步驟
3.1 銅冷卻壁拆除及安裝方案
3.1.1 冷卻壁拆除方案
(1)由于 2 # 高爐爐體各段冷卻壁冷卻水由下至上串級使用,因此不能在降料線停爐后立刻斷水,根據高爐工藝操作規程,第四天將爐體冷卻系統停泵,之后才能進行拆除 6~8段冷卻壁冷卻配管的軟連接;
(2)切掉冷卻壁的進出水管管頭,在固定螺栓處焊龍門架,安裝千斤頂,將其推至爐內;
(3)冷卻壁從 8段到 6段自上而下逐一拆除后,進人,利用爐頂大平臺設置的 1臺 5 t卷揚與16 t行車配合將所有舊冷卻壁吊出并移至塄43 m平臺,碼齊后再用爐頂 50 t天車吊到地面倒走。
3.1.2 冷卻壁安裝方案
(1)改變過去同行業的傳統做法,以爐頭及爐喉現有設備安裝孔作為固定支撐和聯接點安裝環形梁及爐喉保護棚,不再另外開設孔洞;
(2)在環形梁上安裝 2臺 5 t24 m 電動葫蘆;
(3)將料面盡量鏟平,從風口進入爐內拼裝吊盤,用環形梁上的 2臺電動葫蘆升降,到位后用 8根 覬21 mm 保護繩拴緊;
(4)在第 8段冷卻壁西側爐殼開檢修工藝孔,利用風口平臺及塄21 m 平臺制作棧橋,鋪設軌道及安裝小臺車作為新冷卻壁進入爐內安裝的通道;
(5)將臺車推入爐內后,用上方的電動葫蘆接住吊起,再送至爐內待安裝處,直接推或用 3 t倒鏈牽引使之貼近爐皮,把螺栓固定,調縫摘鉤,卸下吊環螺栓,完成該塊冷卻壁的吊裝。
3.2 施工前準備及安裝注意事項
3.2.1 施工前準備工作
(1)吊盤爐外預組裝:為滿足整個中修工程的需要,吊盤不僅是冷卻壁安裝的作業平臺,還要作為后續爐內人工噴涂的作業平臺。因此,吊盤下料后在爐外預裝編號,以便于從風口倒入爐內快速組裝;
(2)環形梁預組裝:爐喉環形梁除具備吊裝功能外,還要兼具爐頂保護棚的功能,蓋嚴以防上升管內及爐頭處墜物傷人;為便于在現場快速組裝,四根主梁要與中心圓筒及平臺進行預組裝,環形梁分三段卷制后與四根懸掛主梁要進行預組裝,將接頭與連接板編號標記;
(3)棧橋搭設:利用風口平臺做支架,與塄21 m平臺連接,做小車架及軌道,安裝銅冷卻壁進入爐內專用臺車,周邊安裝臨時護欄;
(4)預制千斤頂龍門架:用 20 mm 厚鋼板切割預制頂冷卻壁的 10 t千斤頂龍門架;
(5)由于第 8段冷卻壁上方有第 9段的存在,正常的吊環螺孔在正上方位置不滿足吊裝要求,故訂貨時要求對第 8 段冷卻壁在熱面距上沿 1/4處增設 1個吊環螺孔,以便于新冷卻壁的吊掛安裝;
3.2.2 安裝時注意事項
(1)銅冷卻壁技術檢查。新銅冷卻壁到廠后全部由西場天井吊到西出鐵場,有序擺放,開箱檢查每一塊冷卻壁的合格證及出廠試壓報告,根據裝箱單核實輔件數量及規格,并將 M36雙頭螺栓及吊環螺栓緊好,做好安裝前的準備工作;
(2)安裝前檢查銅冷卻壁備件相關安裝尺寸,核實配套輔件及連接件相關尺寸;
(3)對所有銅冷卻壁備件按要求通球試壓,壓力為工作壓力的 1.25倍;
(4)安裝前檢查套好進出水管、螺紋和測溫電偶套管的氯丁橡膠密封圈;
(5)吊裝過程中,進出水管、固定銷、固定螺栓及測溫套管不得有任何碰撞;
(6)整段銅冷卻壁定位完畢后,應檢查冷卻壁之間的間隙、間距 30 mm 為合格,否則須進行調整,但必須保證水管與爐殼開孔間間隙大于 8 mm的要求,個別達不到要求的地方應對爐殼進行修整或適當擴大爐殼開孔尺寸。
3.3 銅冷卻壁更換具體施工步驟
(1)拆除冷卻配管
根據高爐工藝操作規程,停爐后第四天將爐體冷卻系統停泵斷水,之后拆除 5~6段、6~7段、7~8段、8~9段冷卻壁的冷卻配管的 DN65金屬軟管;然后,為便于推頂舊的銅冷卻壁,將每塊冷卻壁的四進四出管頭切掉。如圖 1所示。

(2)焊接龍門架
每塊銅冷卻壁有四根 M36固定螺栓,在螺栓處焊接好提前預制的龍門架, (如頂時特別費力時,可制作 10 # 槽鋼焊接結構龍門架。)每個門架安裝 1臺 10 t螺旋千斤頂(用鐵絲拴好),交替用力將該冷卻壁推掉落至爐內。如圖 2所示。

(3)拆除 8~6段冷卻壁并倒運
對銅冷卻壁的拆除工作自上而下進行,先拆除第 8 段的 48 塊,之后爐內進人掛鉤,利用爐頂▽43m 平臺設置的 1 臺 5 t卷揚與 16 t行車配合將拆下的舊冷卻壁吊出并移至▽43 m 平臺,碼齊后再用爐頂 50 t天車吊到地面倒走;然后再拆除和倒運第 7段的 48塊和第 6段的 48塊,直到全部倒出爐內。
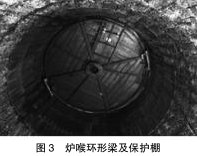
(4)爐喉環形梁及保護棚安裝
所有冷卻壁拆除并倒運完畢后開始搭設爐喉環形梁及保護棚。經過現場多次調研論證,此次 2 #高爐中修有別于過去同行業的傳統做法,不再另外開設孔洞來固定安裝環形梁,而是以爐頭及爐喉現有設備安裝孔作為固定支撐和聯接點來安裝環形梁及爐喉保護棚。具體做法如下:
環形梁的四根懸掛主梁為 H300×300×10 mm型鋼,利用爐喉四個十字測溫法蘭孔為支撐,安裝時從外部經法蘭孔穿入,與提前懸掛于溜槽的中心?530mm 鋼管聯接(提前進行過預組裝),找正并把緊螺栓后也將連接板滿焊;利用爐頭上徑向半徑一致的三個機械探尺導管孔穿一根 20 # 工字鋼與環形梁的縱梁連接作吊點;再利用溜槽更換孔法蘭兩側各安裝一根 20 # 工字鋼與環形梁的縱梁連接作吊點,再用 14 # 槽鋼將空檔處均勻鋪滿,焊接牢固;之后安裝環形梁,接頭打夾板焊接,與縱梁連接處除螺栓聯接外,再滿焊;在環形梁上安裝 2 臺5 t24 m 電動葫蘆;最后再用 4 mm 花紋板在其上滿鋪,形成保護棚,以防止爐頭及上升管內墜物傷人。如圖 3所示。
(5)吊盤拼制及安裝
從風口進人將料面盡量鏟平,將吊盤組裝材料從風口倒進爐內,在料面上拼裝吊盤,吊盤為中心管加輻射狀縱梁及槽鋼聯接的多邊形結構,上鋪花紋板點焊,用環形梁上的 2臺電動葫蘆升降,到位后用均布于 4 個十字測溫法蘭孔的 8 根 Ø21 mm保護繩拴緊,掛點吊耳焊在 8根均分的主梁上;吊盤在 6~8段銅冷卻壁安裝完畢之后的工序中仍然承擔重要角色。在爐缸及風口組合磚位置澆筑作業時,吊盤是非常好的作業平臺;在爐內人工噴涂作業時,與環形葫蘆配合仍然是理想的升降作業平臺,為整個高爐中修工程按時完工創造了條件。
(6)銅冷卻壁進入爐內棧橋搭設、開檢修工藝孔
利用風口平臺及熱風圍管上層Ø21m 平臺搭設制作棧橋,立支架于風口平臺、在熱風圍管上加斜撐、加走臺,鋪設槽鋼軌道,安裝倒運銅冷卻壁進入爐內的臺車;同時在第 8段冷卻壁西側開設檢修工藝孔(邊框略大于一塊銅冷卻壁),作為新冷卻壁進入爐內安裝的運輸通道;
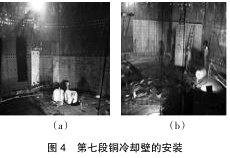
(7)安裝 6~8段銅冷卻壁
將吊盤固定在第五段風口帶冷卻壁上沿,首先安裝第 6段銅冷卻壁。用 32 t天車平吊起冷卻壁放置到進出臺車上,然后人工將小車緩緩推入爐內,降下上方的 5 t電動葫蘆鉤頭,通過繩扣吊住吊環徐徐吊起,之后退出小車,將該冷卻壁通過環形梁吊到待安裝位置,對準管孔后,隨時調整 5 t電動葫蘆位置,人工將冷卻壁推著貼到爐皮上,爐外的作業人員在螺栓上放墊片、旋螺母,調縫后把緊螺栓,即完成該冷卻壁的安裝;依次完成第 6段銅冷卻壁的安裝。使用 2臺 5 t電動葫蘆將吊盤升起到第 6段冷卻壁的上沿,進行第 7段銅冷卻壁的安裝工作(如圖 4所示)。安裝第 8段冷卻壁時,由于處在爐身下部向內傾斜,故往爐皮上貼近時需從爐外掛 2個 1 t倒鏈配合,冷卻壁安裝完畢后將深入爐內的軌道及支架拆掉,檢修孔處冷卻壁隨該爐皮安裝。
第 6~8段銅冷卻壁安裝完畢后,恢復檢修工藝孔處爐皮,單面雙邊坡口,CO2 氣保焊焊接,并隨焊接做振動消除應力處理;由于 2 # 高爐爐殼采用的是寶鋼產 BB503專用鋼板,故選擇焊絲為焊接工藝性能較好的 H08Mn2SiA,并按工藝要求,焊前用烤槍預熱,焊后用保溫棉覆蓋緩冷。
(8)配管、通水聯合試壓
安裝進出水管膨脹節、螺栓帽并滿焊;安裝進出水管 DN65軟連接,對本體水系統檢查無誤后,通知泵站起泵,通水,聯合試壓,檢查滲漏情況并處理直到正常。
4 檢修總結
4.1 檢修中的創新點
(1)以爐頭及爐喉現有設備安裝孔,作為固定支撐和聯接點安裝環形吊裝梁及爐喉保護棚方式方法。
(2)在爐身下部開檢修孔,利用出鐵場布局和風口平臺制作棧橋及臺車解決冷卻壁倒運進入爐內的簡捷、高效、省力方式方法。
4.2 檢修中的不足
本次檢修中環形梁安裝的 2臺 5 t電動葫蘆,采用的手柄按鈕操作,在吊盤上操作電葫蘆時,因操作手柄電纜線過長,易與固定吊盤的鋼絲繩纏繞,存在安全隱患的同時影響冷卻壁安裝速度。針對此不足,可以將電葫蘆操作由手柄操作改為遙控器操作,可以大大提高可操作行和工作效率。
5 結束語
通過這次高爐中修之后,消除了銅冷卻壁損壞帶來的極大安全生產隱患,2 # 高爐恢復投產后很快達產,幾年來爐體冷卻設備運轉正常。經過生產實踐證明,這次中修 3段銅冷卻壁的更換方案及方法是科學的、高效的、安全的。為高爐的正常安全生產奠定了堅實的基礎。
參考文獻
[1] 王雄,朱寶良,彭根東.寶鋼三高爐冷卻壁更換施工技術[J].寶鋼技術,2005,24(2).
[2] 黃發元. 馬鋼 2500m3 高爐爐腹冷卻壁的更換[J].煉鐵,2001,20(1).
[3] 蔣平,江潮. 馬鋼 2500m3 高爐更換鐵口冷卻壁的實踐 [J].鋼鐵,1999,34(6).