
許文昊,李學民王愛東,魏星光,張嶺,吳元剛
(河鋼集團唐鋼公司,河北唐山063016)
摘要: 為提高鋼包自開率,對精煉鉻質引流砂的理化性能和使用環境進行研究。通過制定精煉鉻質引流砂的理化指標標準、加砂管改進、合理控制鋼包周轉時間、鋼包控渣、控制備用包投入溫度、延長鋼包上水口使用壽命等措施,2017 年鋼包自開率平均值提高到了99. 4%。
關鍵詞: 鋼包;自開率;精煉鉻質引流砂;措施
0 引言
2016 年唐鋼公司一鋼軋廠全年鋼包自開率在97. 9% ~ 99%之間,數據波動較大。為了提高自開率,進行了提高鋼包自開率研究。
1 精煉鉻質引流砂成分和標準重新制定
1. 1 精煉鉻質引流砂的理化性能數據采集
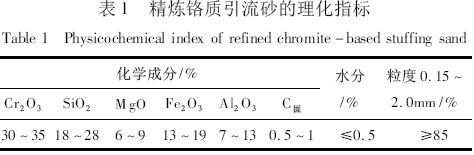
當精煉鉻質引流砂氧化鉻含量≥30% 時,鋼包自開率使用情況能夠滿足鋼廠工藝使用要求[1,2]。使用套篩對每批次精煉鉻質引流砂粒度進行抽樣檢測,當引流砂在0. 2 ~ 1. 0 mm 之間的粒度組成在80%以上時,鋼包自開率使用情況較為平穩。
1. 2 制定精煉鉻質引流砂理化指標標準
2017 年組織引流砂廠家技術人員與唐鋼公司相關專家一起就精煉鉻質引流砂指標進行商,制定新的理化指標標準,如表1 所示。
1. 3 精煉鉻質引流砂檢測措施
對每個新批次到廠精煉鉻質引流砂先進行引各項理化指標檢測,符合標準要求后進行使用。
1. 4 分鋼種選用精煉鉻質引流砂的研究
研究表明,按照冶煉工藝或鋼種使用不同類型的精煉鉻質引流砂,這是提高鋼包自開率的有效措施。目前,普遍認為雙精煉(LF + RH)、高碳鋼等鋼種使用按照其工藝特色制定的引流砂,對進一步提高鋼包自開率、減少汽車鋼在內鋼坯無法自開造成的損失,具有很好的效果(相關研究正在進行中)。
2 加砂操作和生產工藝的改進
2. 1 加砂管改進
增加了加砂管的長度,確保加砂過程中精煉鉻質引流砂粒度不發生偏差等問題,降低鋼包自開率[3,4]。以往的加砂操作,在加砂管與加砂鋼包上水口之間存在至少1. 5 m 的落差,使得精煉鉻質引流砂在離開加砂管落入鋼包上水口的過程中,易發生較為嚴重偏析現象,出現細小顆粒飛散或加入位置略偏移鋼包上水口正上方,導致引流砂燒結層過厚或燒結層與鋼水形成混合層。根據實際生產情況增加了加砂管長度,有效避免上述偏析現象。
同時,加砂管前端一側焊裝小鐵棒,輔助加砂人員確定加砂管和加砂位置。每個加砂位置預留了1個備用加砂管,在加砂管出現彎曲變形時及時更換。
2. 2 鋼包周轉時間控制
根據以往對鋼包不自開的研究,控制鋼包整體周轉時間在90 min 以內、鋼包在轉爐出鋼→進精煉站、出精煉站→連鑄開澆2 個鋼包停滯等待時間20 min以內。同時分析認為,轉爐出鋼→進精煉站時間對鋼包不自開的影響大于出精煉站→連鑄開澆時間。
根據實際跟蹤情況,對比不自開的鋼包周轉情況發現,鋼包不自開的周轉時間基本可以滿足周轉時間在90 min 以內( 未包含增加RH 工藝周轉時間)。將周轉時間按照不用位置分割討論發現,轉爐出鋼→進精煉站、出精煉站→連鑄開澆2 個鋼包由于周轉過程導致的等待時間內,基于停滯等待時間的延長,鋼包自開率呈現下降趨勢。
通過長期觀察此類鋼包特征發現,一旦鋼包停滯等待時間增加,往往伴隨鋼包底部存在無法傾倒干凈的殘余鋼水。根據該現象分析,鋼包停滯等待時間增加,導致鋼包底部出現冷鋼、精煉鉻質引流砂燒結層厚度等影響不自開的可能性增加,最終導致鋼包自開率下降。
2. 3 鋼包控渣
增加熱修人員與天車傾倒鋼包回澆余的溝通確認,保證鋼包內殘余鋼水不具備流動情況。
3 鋼包、上水口影響因素
結合以往研究結果[3],根據實際鋼包備用包、更換水口與鋼包自開率對比數據,發現備用包、新更換上水口鋼包自開率遠低于連用鋼包自開率,這與鋼包或上水口上線溫度、水口尺寸、材質、結構等因素有關[4]。
對鋼包備用包烘烤溫度的,其他研究認為,鋼包烘烤溫度達到800℃ 以上時,對鋼包自開率的影響可以忽略不計[5,6]。對此,增加了對鋼包備用包進包溫度的要求。
經過數據對比發現,鋼包不自開發生在更換上水口后前3 次的機率達到了70%以上(上水口平均使用壽命在10 次左右),更大鋼包不自開出現在更換上水口后的第一次或第二次使用。
初步分析認為,上水口更換后,加入的精煉鉻質引流砂與上水口在鋼包中鋼水加入后因冷態轉為熱態,上水口自身與精煉鉻質引流砂結合部位潤濕性、上水口投入溫度等性質有關。為此,與上水口廠家結合,改進并提高上水口使用壽命,將目前鋼包上水口每次使用更換2 次改為更換1 次,減少了鋼包不自開機率,同時降低了工人的勞動強度。
4 結論
(1)精煉鉻質引流砂的質量是保證鋼包自開率的前提,制定更細化的理化指標、使用標準、檢測方案,從源頭對耐材質量進行約束。
(2)對現場工藝與引流砂自開率數據比對研究后,增加了加砂管長度;在加砂管前端一側焊裝了小鐵棒輔助加砂人員確定加砂管和加砂位置。上述措施,降低了現場環境對精煉鉻質引流砂使用的不利影響,2017 年鋼包自開率平均值提高到了99. 4%,保證了現場澆鋼工藝的穩定進行。
參考文獻
[1]張海波. 提高300t 鋼包滑動水口自開率的研究[J]. 河北冶金,2016,(2):13 ~ 15.
[2]吳元剛. 鋼包自開率影響因素分析及改進[J]. 河北冶金,2011,(12):33 ~ 34,43.
[3]王永輝,范俊嶺,劉寧,等. 連鑄鋼包自動開澆與引流砂的關系[J]. 耐火與石灰,2015,40(2):26 ~ 29.
[4]夏春學,陸曉旭,王兆宏,等. 提高薄板坯連鑄生產線鋼包自動開澆率的生產實踐[J]. 河北冶金,2005,(5):49 ~ 50.
[5]秦祖宏,李秋松. 連鑄鋼包自開率的影響因素及改進措施[J]. 武鋼技術,2016,54(6):6 ~ 8.
[6]李彥明,李偉,童則明. 淺析鋼包引流砂的填充方式[J]. 耐火與石灰,2015,40(3):13 ~ 15.