
郭奔
(萊蕪鋼鐵集團型鋼煉鐵廠, 山東萊蕪271104)
摘要:將智能稱量系統和帶死區時間的PID 控制算法應用于燒結配料系統的控制。采用智能稱量系統和帶死區PID 控制算法,完成了萊鋼型鋼燒結配料系統的精準配料控制。通過實踐證明,該技術的采用獲得了十分明顯的控制效果。
關鍵詞:燒結配料;智能稱量;系統死區;PID 控制
燒結生產過程中配料的精確是會嚴重影響燒結礦的品質。經過實踐證明,在燒結配料時如果有偏差,燒結過程可能會無法正常進行以及嚴重影響到燒結礦品質的好壞。比如:填加燃料的波動在0.3 左右時,燒結礦的強度和還原性會明顯下降;燒結礦的鐵含量和堿度變化會造成高爐爐溫和造渣的變化,更嚴重的,還會引起懸料、崩料等可能。本文著重介紹萊鋼燒結配料系統是如何例用智能稱量系統與帶死區PID 控制算法的控制過程,來完成準確配料的。
1 系統控制概述
智能稱重系統是以擾動燒結配料控制料流量檢測的。通過PLC 中PID 對物料流量調節和控制,將采集到的數據傳回PLC 中,并依靠變頻器中的匹配比和輸出量來控制每條寬帶和螺旋饋線的電機控制頻率。通過變頻器對寬帶螺旋饋線電機的轉速控制,也就是變向的控制了物料流量的變化。框圖如下:
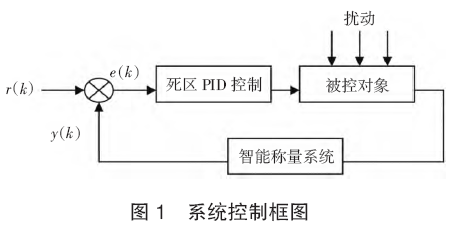
r(k):計算機給定;e(k):給定值和測量值的差;
y(k):測量值
2 智能稱量系統
2.1 智能稱量系統拓樸結構
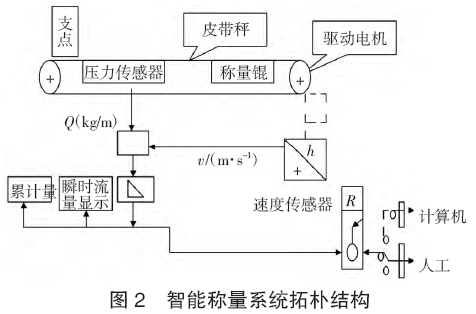
萊蕪鋼鐵集團(以下簡稱萊鋼)燒結配料系統由13 個寬帶和2 個螺旋給料機組成。為了使燒結配料的穩定性不波動,關鍵是流量的控制。萊鋼是以拉姆齊公司XR-2105p 型流量控制設備來采集流量的。
物料的瞬時流量Q·V(kg/s)是膠帶機每單位長度的負荷值Q(kg/m)與膠帶機的速度V(m/s)的乘積。物料運送時,由于膠帶機的不平穩性和帶速隨時間的變化,t 時間間隔的累積流量可用W=Q(t)V(t)dt 積分公式表示。在公式中,以W-t 間隔運輸的材料的累積測量(kg 或t)、T 材料的通過時間(s 或h)、Q(t)帶的單位長度的材料質量(kg/m 或t/m)以及V(t)材料在帶上的運行速度(m/s)。
通過公式可以看出,想要物料流動保持相對穩定,需要保證Q(t)的乘積和V(t)不變。也就是說,即使膠帶機上物料流量發生變動,萊鋼也可以相應地調整膠帶機的帶速。在該系統中,皮帶秤的速度是恒定的、不可調的,所以控制恒定的流量只能調節皮帶上物料的質量,而質量的變化只能通過改變變頻器的頻率來完成。改變寬帶和螺旋切割的速度。
2.2 變頻器MB+ 網絡控制
每回逆變器發生斷電前后,系統都會進行一次初始化,那么PLC 會完成這次控制程序,程序框圖見圖3。
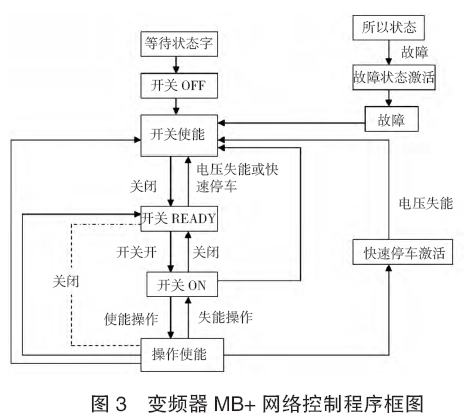
將通信卡連接到MB+網絡,分別控制13 個寬帶機和2 個螺旋調節饋電轉換器。讓每一個轉換器的擴展卡上都設置硬件節點地址、通信協議、模式和接收和發送的字節數。PLC 使用對等“寫”變頻器,包括開始和停止的操作,電機的開關和方向的控制,過程或斷層控制等等。在全球地位逆變器“讀”,包括信息,如功率、電壓、帶速、和理解變頻器和電機的操作。
3 給料PID 調節控制
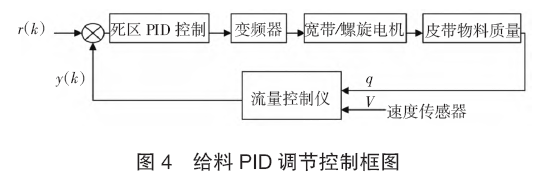
通過變頻器的調節,使寬帶或螺旋給料機的速度改變,來調節物料的供給量。在萊鋼所需要的穩定性和精度方面,以前的PID 控制并不能保證。為了能實現控制效果簡單,所以萊鋼應用了帶有死區的PID 系統調控,因頻繁動作和振動所引起的振蕩系統超調也會隨之消除。控制原理,物料的瞬時流量反饋值y(k),q 將V(kg/s)與計算機給出的r(K)進行比較,通過PLC 中帶死區的PI 調整,用變頻器控制寬帶或螺旋的速度,以滿足穩定材料的要求。其控制框圖見圖4。
3.1 帶死區PID 控制算法原理
帶死區的PID 控制算式為
式中,e(k)是位置跟蹤偏差,e(k)=R(k)-y(k),R(k)由計算機設定量,y(k)是物料瞬時流量所反饋回來的數據;e0 作為可以調整的參數,可以通過控制的工藝或實際經驗確定其調節的數值大小。如果e0 值太小,可以控制動作過于頻繁,達到穩定控制的目的對象;如果e0 太大,系統的滯后將會加大,在現場要求上是不能滿足的。
注意:在實際應用中,帶死區的PID 控制器通過PLC 內建軟模塊實現。
3.2 控制特點
在此系統控制中,在同一干擾信號作用下,對傳統PID 控制器和帶死區的PID 控制器進行仿真。
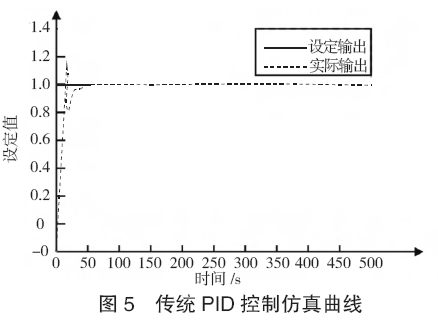
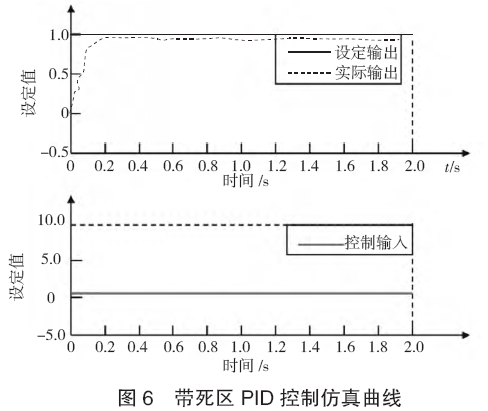
通過結果可以看出,帶死區的PID 調節在響應速度方面是比傳統PID 調節具有優勢的,前者能有效、快速調節現場的波動,但仍存在靜態誤差。傳統的PID 調節不僅有20%的超調,而且系統的響應速度也十分緩慢。然而,一旦系統發生波動,就會引起不均勻的配料,導致燒結礦質量的惡化。
4 結語
由于智能稱重系統和帶死區的PID 控制系統具備較強的不被干擾和穩定性,在燒結行業自動配料系統中能夠得到很好的應用,所以對提高燒結礦質量還是很有效的。
參考文獻
[1] 胡壽松.自動控制原理[M].北京:國防工業出版社,1999.
[2] 王興強,燒結自動配料在線檢測與控制系統[J].山東冶金,2001(6):57.
[3] 劉金琨.先進PID 控制及MATLAB 仿真[M].北京:電子工業出版社,2002.
[4] 張文慶.PID 算法在PLC 模擬量閉環控制中的實現[J].信息技術,2003(1):68.