
朱志強,張童,王獻東,韓振
( 河鋼集團承鋼公司煉鐵事業(yè)部,河北承德067000)
摘要: 針對河鋼承鋼360 m2 燒結(jié)機臺車運行過程中的跑偏現(xiàn)象,分析了跑偏的原因及危害,提出了相應(yīng)的糾偏措施。通過校正中心線、更換并調(diào)整頭尾部彎軌、預(yù)留合適熱膨脹間隙等措施,燒結(jié)機的跑偏情況得到較大改善,漏風(fēng)率大大降低,彎軌現(xiàn)象得到有效控制。
關(guān)鍵詞: 燒結(jié)機; 跑偏; 治理; 漏風(fēng)
0 引言
河鋼承鋼煉鐵廠1 號360 m2 燒結(jié)機于2006 年投產(chǎn),主要設(shè)備有: 柔性傳動裝置、鋪底料裝置、原料給料裝置、九輥布料裝置、平料壓料裝置、頭部星輪裝配、隔熱裝置、排灰裝置、臺車裝配、尾部密封罩、吸風(fēng)裝置、頭尾端部密封裝置、頭部骨架、中部骨架、尾部骨架、頭部密封罩、尾部移動裝置、蓖條壓平裝置、臺車吊具、潤滑系統(tǒng)、粘結(jié)礦清掃裝置。
經(jīng)過多年運行,燒結(jié)機出現(xiàn)了跑偏現(xiàn)象,其對設(shè)備及生產(chǎn)的影響有[1,2]: ( 1) 臺車在運行過程中擠壓軌道、滑道、彎軌造成異常磨損,致使設(shè)備使用壽命縮短,由正常的10 年縮減為3 年; ( 2) 設(shè)備不穩(wěn)定,易發(fā)生頭尾部星輪與彎軌卡臺車車輪、臺車車輪脫落事故; ( 3) 設(shè)備漏風(fēng)率增大,燒結(jié)質(zhì)量不穩(wěn)定; ( 4)檢修周期縮短,滿足不了現(xiàn)代化生產(chǎn)要求,工人勞動強度大。
本文分析了河鋼承鋼360 m2 燒結(jié)機跑偏的原因,通過對相關(guān)設(shè)備進行調(diào)整和優(yōu)化,跑偏情況得到改善。
1 跑偏現(xiàn)狀
對于燒結(jié)機跑偏問題,通過定修,對燒結(jié)機進行了全面的檢查,發(fā)現(xiàn)問題如下:
( 1) 燒結(jié)機頭部星輪北側(cè)齒板外側(cè)與燒結(jié)機尾部星輪南側(cè)齒板的外側(cè)均有較大與臺車車輪摩擦的痕跡。
( 2) 南側(cè)風(fēng)箱梁上滑板底座及滑板沿臺車運行方向出現(xiàn)不同程度的摩擦磨損,中部磨損量達到20mm。北側(cè)車輪與軌道異常磨損,部分臺車車輪沿磨損嚴(yán)重,南側(cè)臺車車輪與軌道接觸面偏北,最窄處僅30 mm。分別在燒結(jié)機頭尾部取2 點,中部取3 點進行磨損量測量,結(jié)果見表1。

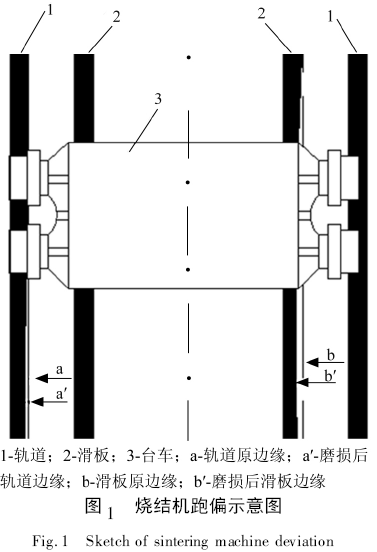
(3)燒結(jié)機臺車整體向北偏移30 mm,見圖1。
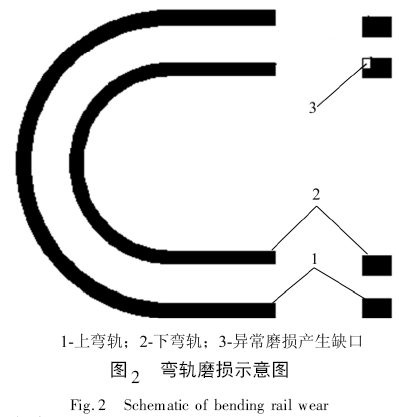
( 4) 北側(cè)頭部彎軌與臺車輪沿接觸處磨損出豁,磨損量達到18 mm × 12 mm; 北側(cè)尾部彎軌與臺車輪沿接觸處磨損出豁,磨損量達到22 mm ×15 mm,見圖2。
2 跑偏原因分析
燒結(jié)機在裝后冷試車時基本上不發(fā)生跑偏,但在熱態(tài)工況下卻出現(xiàn)了跑偏,主要原因如下:
( 1) 熱變形是引起臺車跑偏的主要原因[3]。燒結(jié)機在投產(chǎn)之后的一定時間內(nèi),由于熱變形影響會導(dǎo)致跑偏現(xiàn)象,跑偏的嚴(yán)重程度與安裝精度和預(yù)留的熱膨脹間隙值之間有著重要的關(guān)系。
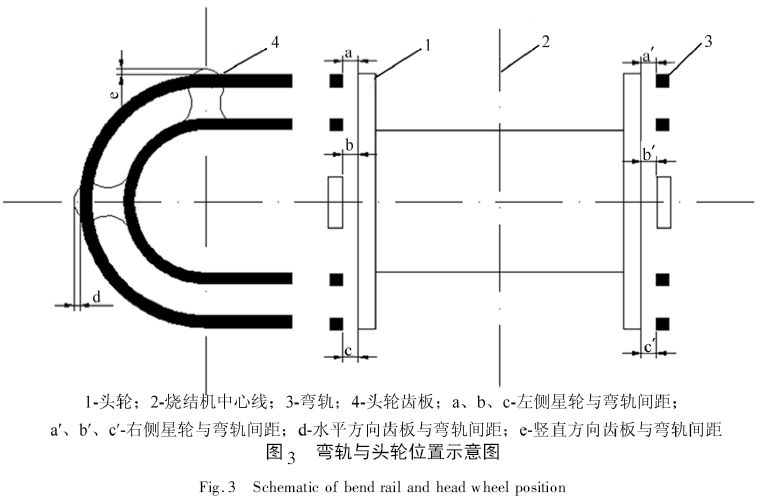
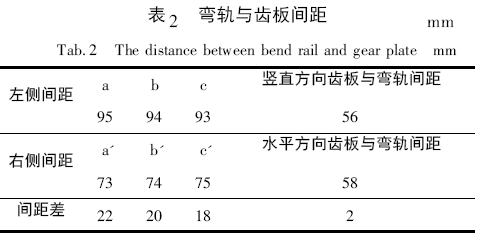
( 2) 頭、尾部彎軌的異常磨損加劇了臺車跑偏。檢查發(fā)現(xiàn),頭、尾部彎軌與相對星輪間距不一致,相差達22 mm,見圖3 及表2。
( 3) 頭、尾星輪中心線的垂直度( 與燒結(jié)機中心線) 以及水平度。360 m2 燒結(jié)機頭部星輪在重負荷下產(chǎn)生扭轉(zhuǎn)彈性變形,星輪驅(qū)動側(cè)與非驅(qū)動側(cè)的齒板產(chǎn)生相位差,兩側(cè)齒板與同一臺車的左右車輪嚙合不同步,使得臺車運行軌跡發(fā)生變化,導(dǎo)致臺車在進入水平軌道時出現(xiàn)向非驅(qū)動側(cè)跑偏的現(xiàn)象。而檢測發(fā)現(xiàn),頭輪北側(cè)( 非驅(qū)動側(cè)) 較南側(cè)( 驅(qū)動側(cè))向東偏斜4 mm,尾輪北側(cè)較南側(cè)高2 mm,這在一定程度上又增加了臺車向北側(cè)的跑偏,見圖4。

3 跑偏治理
由于熱變形因素造成的燒結(jié)機臺車跑偏,使用冷態(tài)的糾偏方法是無效的,只有在熱負荷生產(chǎn)一段時間以后,待熱變形完全釋放后,對燒結(jié)機進行一次全面的測量、校驗和調(diào)整才能較好地解決跑偏問題[4]。根據(jù)上述檢測數(shù)據(jù),對燒結(jié)機跑偏進行分析,制定出燒結(jié)機的糾偏方案[5 - 7],將誤差控制在極限偏差范圍。具體調(diào)整措施如下:
( 1) 首先對原始燒結(jié)機中心線、頭尾輪中心線、尾輪中心標(biāo)高進行核定,然后用鋼絲放線,分別對燒結(jié)機頭輪、尾輪、尾部移動架、頭尾部彎軌、滑道、上下層直軌進行找正糾偏,使之符合圖紙要求。
( 2) 更換頭尾部彎軌并進行調(diào)整。首先調(diào)整內(nèi)外彎軌間距,使其上、中、下三段內(nèi)外彎軌間距相等;再調(diào)整兩側(cè)彎軌,使中心距為5780 ± 2 mm,兩側(cè)彎軌到燒結(jié)機中心線的對稱距離偏差控制在2 mm 范圍內(nèi); 調(diào)整后將限位塊焊于彎軌座相應(yīng)的位置上。
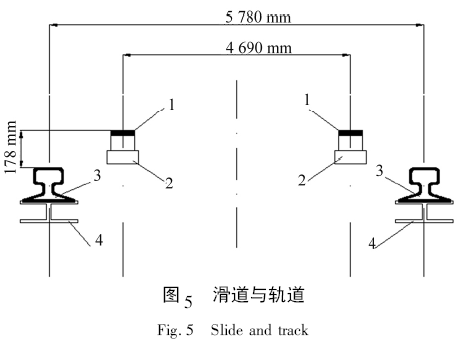
( 3) 按照主機滑板的使用情況,更換成套的滑板。滑道的對稱中心線與燒結(jié)機縱向中心線應(yīng)重合,公差為1 mm,兩滑道的直線度應(yīng)控制在2 mm范圍內(nèi); 兩側(cè)滑道的標(biāo)高偏差應(yīng)控制在1mm 范圍內(nèi); 滑道與燒結(jié)中心線的對稱距離偏差為1 mm,滑板間距為4 690 ± 2mm; 滑道各部位預(yù)留熱膨脹間隙。同時,對變形磨損的風(fēng)箱支撐、滑板底座滑板等進行處理,見圖5。
( 4) 在調(diào)整燒結(jié)機頭部星輪時,將非驅(qū)動端軸承座向西移動4 mm( 圖3a 值調(diào)整為- 4 mm) ,以消除齒板的相位差,并在生產(chǎn)中進行監(jiān)控,在每次檢修中進行動態(tài)調(diào)整。
( 5) 檢查各預(yù)留熱膨脹間隙處的間隙值大小,同時確保有相對滑動要求的部位不得有焊接或有阻礙相對運動的因素存在。
( 6) 對機組結(jié)構(gòu)焊縫進行檢查,并對螺栓連接部位及地腳螺栓進行一次全面檢查、緊固。
4 結(jié)語
自2015 年9 月開始,通過對燒結(jié)機進行定修,按并上述方案進行調(diào)整后運行至今,燒結(jié)機跑偏情況得到較大改善,漏風(fēng)率大大降低,啃軌現(xiàn)象得到有效控制,臺車輪、滑板、油板、軌道、彎軌的磨損均在正常范圍內(nèi),達到了預(yù)期效果。
參考文獻
[1]秦秋成,劉長清. 燒結(jié)機臺車跑偏及其行走故障的處理[J]. 柳鋼科技, 2016,( 6) : 57 ~ 59.
[2]許保亮,李艷利. 燒結(jié)機跑偏原因分析及處理[J]. 冶金設(shè)備,2013,( S1) : 98 ~ 100.
[3]宋良友. 燒結(jié)機臺車起拱原因分析及對策[C]. 2010 年河北省冶金學(xué)會煉鐵技術(shù)暨學(xué)術(shù)年會, 2017.
[4]呂云. 淺析燒結(jié)機跑偏的故障原因及其處理[J]. 南鋼科技,2001,( 04) : 44 ~ 46.
[5]田振東,燕少波. 燒結(jié)提產(chǎn)綜合治理措施[J]. 河北冶金. 2013,( 11) : 30 ~ 33.
[6]孫志禮,冷興聚,魏嚴(yán)剛. 機械設(shè)計[M]. 東北大學(xué)出版社,2000.
[7]胡宗元,郝曉飛,牛晉昌. 180 m2 燒結(jié)機臺車疊肩治理[J]. 河北冶金, 2013,( 6) : 49 ~ 50.