
張洪宇,王光偉,胡德順,劉喜亮
(鞍鋼集團(tuán)朝陽鋼鐵有限公司,遼寧朝陽122000)
摘要: 介紹了鞍鋼朝陽鋼鐵高爐爐缸管理模式,通過建立爐芯和爐缸側(cè)壁溫度控制標(biāo)準(zhǔn),對(duì)高爐爐芯和爐缸側(cè)壁溫度波動(dòng)原因進(jìn)行分析,并采取相應(yīng)治理措施,確保了高爐生產(chǎn)穩(wěn)定順行,高爐生鐵一級(jí)品率由63.6%顯著提高至97.59%。
關(guān)鍵詞: 高爐;溫度場(chǎng);爐芯;爐缸側(cè)壁
高爐生產(chǎn)中爐缸的運(yùn)行狀態(tài)直接影響高爐的技經(jīng)指標(biāo),要實(shí)現(xiàn)高爐低耗、長壽、穩(wěn)定、順行,生產(chǎn)中爐缸的維護(hù)管理至關(guān)重要。鞍鋼集團(tuán)朝陽鋼鐵有限公司(以下簡稱朝陽鋼鐵)2600 m3 高爐第二代爐役始于2012 年11 月16 日,高爐共設(shè)置30個(gè)風(fēng)口,3 個(gè)鐵口呈Y 字形排列, 其中1#、2# 鐵口之間夾角為78 °。爐缸采用碳磚加陶瓷杯結(jié)構(gòu),采用蘭炭大塊炭磚, 總計(jì)13 層,1~8 層為超微孔炭磚,9~13 層為微孔炭磚, 鐵口組合磚位于6、7、8層。由于爐缸直接接觸鐵水,在生產(chǎn)中會(huì)不斷受鐵水沖刷、侵蝕。爐缸的侵蝕程度將決定一代爐役的長短, 爐缸運(yùn)行狀態(tài)的活躍程度則直接影響爐況的順行。本文主要對(duì)朝陽鋼鐵高爐近幾年?duì)t缸的運(yùn)行狀態(tài)和出現(xiàn)的問題進(jìn)行分析、總結(jié),探索爐缸的管理模式。
1 爐缸管理模式
高爐爐缸活躍狀態(tài)和爐缸長壽是一對(duì)相互矛盾的過程。爐芯溫度直接反映爐缸活躍程度,爐缸側(cè)壁溫度則反應(yīng)爐缸受侵蝕狀態(tài), 決定爐缸能否實(shí)現(xiàn)長壽,兩者之間需要保持動(dòng)態(tài)平衡。朝陽鋼鐵的爐缸管理主要從爐缸活躍狀態(tài)和爐缸長壽管理兩方面入手,建立爐芯和爐缸側(cè)壁溫度控制標(biāo)準(zhǔn)。
1.1 建立爐芯溫度控制標(biāo)準(zhǔn)
爐芯溫度是反映爐缸狀態(tài)活躍程度的重要參數(shù)。一般隨著高爐生產(chǎn)周期延長,爐芯溫度會(huì)呈逐步攀升趨勢(shì),但對(duì)于爐況順行較好的高爐,爐芯溫度應(yīng)在一定范圍內(nèi)保持相對(duì)穩(wěn)定。若爐芯溫度長期呈下降趨勢(shì),說明爐缸工作狀態(tài)向差,會(huì)影響高爐爐況順行,應(yīng)找出下降主因,并采取措施控制下降趨勢(shì);若爐芯溫度呈上升趨勢(shì),說明爐缸活躍度增加,爐缸側(cè)壁溫度會(huì)上升,需適當(dāng)采取措施控制高爐爐缸活躍度。朝陽鋼鐵爐芯溫度位于爐底中心三層炭磚上表面,其控制范圍為(430 ± 30) ℃。
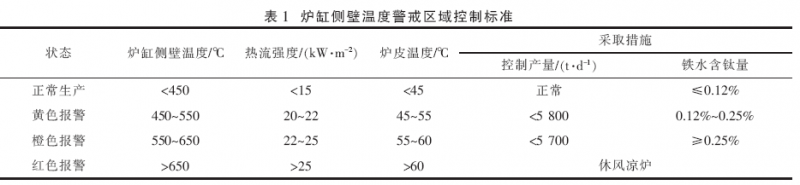
1.2 建立爐缸側(cè)壁溫度控制標(biāo)準(zhǔn)
目前, 國內(nèi)外高爐爐缸燒穿及爐缸側(cè)壁溫度快速升高的現(xiàn)象越來越多, 成為制約高爐技經(jīng)指標(biāo)的一個(gè)重要因素。國內(nèi)外大多數(shù)高爐燒穿部位及高溫點(diǎn)部位均集中在鐵口中心線以下,因此,朝陽鋼鐵為了確保爐缸工作的安全性, 制定了黃、橙、紅警戒區(qū)域,通過控制產(chǎn)能和鐵水含鈦量來確保爐缸側(cè)壁溫度在正常的生產(chǎn)范圍內(nèi)。爐缸側(cè)壁溫度警戒區(qū)域控制標(biāo)準(zhǔn)見表1。
2 爐缸溫度場(chǎng)異常原因分析
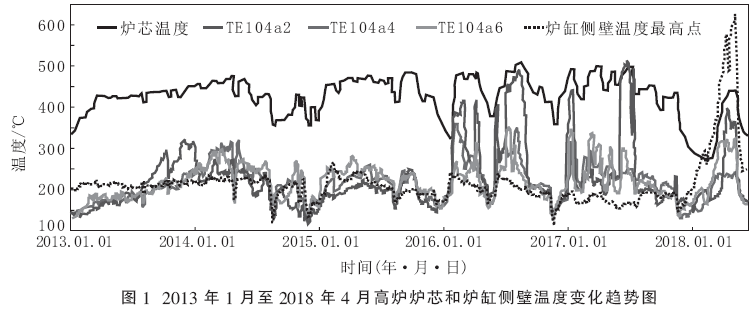
爐芯和爐缸側(cè)壁溫度可直接反映高爐爐缸內(nèi)溫度場(chǎng)的變化。爐芯溫度在一定程度上可反應(yīng)爐缸熱量儲(chǔ)備水平和鐵水滲透死料柱的能力。當(dāng)爐缸工作狀態(tài)變差時(shí), 爐芯和爐缸側(cè)壁溫度會(huì)呈下降趨勢(shì);反之,當(dāng)爐缸活躍性增加時(shí),爐缸側(cè)壁溫度會(huì)呈上升趨勢(shì)。當(dāng)爐芯溫度控制在一定的合理范圍內(nèi)時(shí),爐缸側(cè)壁溫度也會(huì)在一定范圍內(nèi)波動(dòng);當(dāng)爐芯溫度低于合理溫度范圍的下限時(shí), 在隨后恢復(fù)爐缸中心溫度時(shí),爐缸側(cè)壁溫度會(huì)異常升高,爐芯溫度波動(dòng)的幅度越大, 爐缸側(cè)壁溫度在上升過程中上升的幅度就會(huì)越大、甚至超過歷史高點(diǎn)。
朝陽鋼鐵2013 年1 月至2018 年4 月高爐爐芯和爐缸側(cè)壁溫度變化趨勢(shì)如圖1 所示。由圖1 可以看出,爐缸主要經(jīng)歷了5 次大的波動(dòng)。下面對(duì)每個(gè)階段爐芯和爐缸側(cè)壁溫度波動(dòng)的原因進(jìn)行分析。
2.1 爐芯溫度下降原因分析
2.1.1 非計(jì)劃休風(fēng)
2013 年1 月~2014 年8 月, 爐芯溫度主要經(jīng)歷了上升、相持、再上升、快速下降四個(gè)階段。
(1) 上升階段:從2013 年1 月開始隨著高爐冶煉強(qiáng)度的逐步強(qiáng)化,爐缸活躍度增加,爐芯溫度呈遞增狀態(tài),爐缸側(cè)壁溫度也有不同程度的上升。
(2) 相持階段:2013 年3~7 月,爐芯溫度維持在410 ℃左右,高爐利用系數(shù)維持在2.25 t/(m3·d),爐缸側(cè)壁溫度保持在相對(duì)平穩(wěn)的水平。
(3) 再上升階段:2013 年8 月~2014 年8 月,
高爐進(jìn)一步提高冶煉強(qiáng)度, 利用系數(shù)提高至2.37 t/(m3·d)左右。隨著爐缸狀態(tài)的活躍性增加,爐芯溫度進(jìn)一步上升至450 ℃左右, 3 個(gè)鐵口正下方溫度相繼呈快速上升趨勢(shì), 相比以前平穩(wěn)階段均上升了約100 ℃, 雖然爐缸側(cè)壁溫度屬正常安全生產(chǎn)狀態(tài),但從高爐長壽角度考慮,應(yīng)適當(dāng)控制冶煉強(qiáng)度,抑制爐缸側(cè)壁溫度的上升趨勢(shì)。在隨后的生產(chǎn)中, 高爐利用系數(shù)控制在2.30 t/(m3·d)左右, 爐芯溫度控制在430 ℃左右, 再加上2014年4 月高爐年修7 天, 爐缸側(cè)壁溫度的上升趨勢(shì)得到抑制。
(4) 快速下降階段:2014 年8 月, 由于轉(zhuǎn)爐事故,高爐被迫非計(jì)劃休風(fēng)164 h,由于休風(fēng)料沒有下到風(fēng)口,高爐爐缸熱量損失較大,再加上恢復(fù)時(shí)高爐鐵水不能完全消耗, 需按煉鋼生產(chǎn)節(jié)奏組織生產(chǎn), 高爐恢復(fù)進(jìn)程較慢, 爐缸工作狀態(tài)嚴(yán)重惡化,爐芯溫度下降至350 ℃。
2.1.2 低冶煉強(qiáng)度
2014 年9 月~2015 年12 月,爐芯溫度主要經(jīng)歷了恢復(fù)、相持、快速下降三個(gè)階段。
(1) 恢復(fù)階段: 受非計(jì)劃休風(fēng)和高爐恢復(fù)進(jìn)程較慢的影響,高爐爐缸狀態(tài)嚴(yán)重惡化。2014 年9月~2015 年1 月, 是高爐爐缸恢復(fù)工作狀態(tài)的過程。在熱制度方面鐵水物理熱需達(dá)到1 500 ℃以上, 在裝料制度方面采用輕負(fù)荷料來疏通料柱的透氣性,確保死料柱的透液性,以減少鐵水環(huán)流對(duì)爐缸的侵蝕。經(jīng)過4 個(gè)月的治理,爐缸工作狀態(tài)得到逐步恢復(fù),爐芯溫度恢復(fù)到400 ℃以上。此次非計(jì)劃休風(fēng)對(duì)爐缸的傷害很大, 但由于采取的措施得當(dāng),在爐芯溫度恢復(fù)到正常水平時(shí),爐缸側(cè)壁溫度雖都有不同程度的上升, 但溫度點(diǎn)并沒有達(dá)到歷史高點(diǎn),說明爐缸沒有發(fā)生異常侵蝕。
(2) 相持階段:2015 年1~10 月, 高爐利用系數(shù)進(jìn)一步提升至2.40 t/(m3·d), 爐芯溫度維持在450 ℃左右。此階段,爐缸工作狀態(tài)較好,高爐長周期穩(wěn)定順行,爐缸側(cè)壁溫度保持平穩(wěn)下降。
(3) 快速下降階段:2015 年10 月, 由于鋼鐵行業(yè)不景氣,朝陽鋼鐵通過降低產(chǎn)能以減少虧損,高爐利用系數(shù)維持在2.00 t/(m3·d)左右。由于低強(qiáng)度冶煉,爐缸活躍性變差,爐芯溫度快速下降至330 ℃左右。
2.1.3 爐況波動(dòng)
2016 年1~4 月,爐芯溫度主要經(jīng)歷了快速恢復(fù)相持階段和快速下降兩個(gè)階段。
(1) 快速恢復(fù)相持階段:2016 年1 月開始,鋼鐵行業(yè)開始轉(zhuǎn)暖, 朝陽鋼鐵為了保證規(guī)模效益, 高爐利用系數(shù)快速由2.0 t/(m3·d) 提高至2.30 t/ (m3·d)左右,爐芯溫度快速恢復(fù)至450 ℃左右,同時(shí)爐缸側(cè)壁溫度也快速升高,突破歷史高點(diǎn),達(dá)到408 ℃,爐缸開始受到非正常侵蝕。
(2) 快速下降階段:2015 年朝陽鋼鐵為了保證經(jīng)營效果, 始終處在低庫存生產(chǎn),2016 年1~3月高爐提產(chǎn),_L濓_導(dǎo)致高爐原燃料庫存不足,爐料變化頻繁,入爐粉塵增多,爐況波動(dòng)較大,再加上堿金屬、鋅負(fù)荷高致使?fàn)t墻結(jié)厚。2016 年3 月下旬至5月期間爐況失常,爐缸工作狀態(tài)逐步向差,爐芯溫度開始下降,最低降至372 ℃。
2.1.4 高爐年修
2016 年5~12 月, 爐芯溫度主要經(jīng)歷了快速恢復(fù)和快速下降兩個(gè)階段。
(1) 快速恢復(fù)階段:2016 年5 月通過休風(fēng)降料面,快速消除爐墻結(jié)厚,高爐爐況順行良好,爐芯溫度快速恢復(fù)至450 ℃左右, 同時(shí)爐缸側(cè)壁溫度也快速升高, 突破歷史高點(diǎn), 2016 年8 月達(dá)到488 ℃,爐缸側(cè)壁受到非正常侵蝕。
(2) 快速下降階段:2016 年8 月24 日高爐檢修32 h,爐芯溫度快速下降,最低下降至410 ℃左右。2016 年11 月7 日高爐年修135 h,爐芯溫度快速下降到360 ℃。在以后爐況恢復(fù)中,爐芯溫度迅速恢復(fù)到正常水平。
2.1.5 高爐頻繁休風(fēng)及焦炭質(zhì)量下滑
2017 年1 月~2018 年4 月, 爐芯溫度主要經(jīng)歷了平穩(wěn)、逐級(jí)下降、恢復(fù)三個(gè)階段。
(1) 平穩(wěn)階段:2017 年4~7 月,爐芯溫度基本在430 ℃左右波動(dòng),爐缸側(cè)壁溫度雖有快速上升,但隨著爐況順行, 并沒有維持在高位, 而是在300 ℃左右波動(dòng),爐缸沒有受到非正常侵蝕。
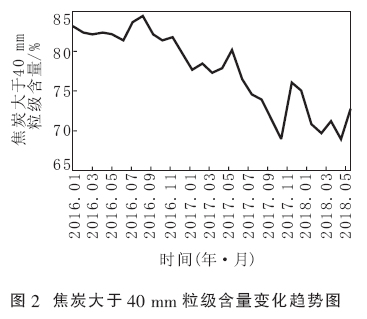
(2) 逐級(jí)下降階段:2017 年7 月~2018 年2月, 爐芯溫度呈逐步下降趨勢(shì), 最低下降至292 ℃,爐缸工作狀態(tài)向差趨勢(shì)明顯。2017 年下半年高爐共計(jì)休風(fēng)9 次, 高爐頻繁休風(fēng)是導(dǎo)致爐芯溫度持續(xù)下降的誘因;2017 年7 月開始,焦炭粒級(jí)達(dá)不到標(biāo)準(zhǔn),大于40 mm 粒級(jí)含量降低(見圖2),小粒級(jí)焦炭明顯增多, 是爐芯溫度持續(xù)下降的根本原因。
(3) 恢復(fù)階段:2018 年2 月開始,焦化廠開始調(diào)整焦炭配煤結(jié)構(gòu),焦炭質(zhì)量逐步好轉(zhuǎn),爐缸工作狀態(tài)得到改善,爐芯溫度回升至410 ℃左右,但由于爐缸死料柱鐵水溝通能力較差,鐵水環(huán)流增加,加劇了爐缸的非正常侵蝕, 爐缸側(cè)壁溫度快速上升至630 ℃,為了抑制環(huán)炭溫度的上升趨勢(shì),采用休風(fēng)涼爐的方式,以確保高爐生產(chǎn)的安全性。在隨后的生產(chǎn)當(dāng)中,爐缸死料柱溝通能力加強(qiáng),爐況順行得到保證,爐缸側(cè)壁溫度回落至300 ℃左右,高爐產(chǎn)能回到正常生產(chǎn)水平。
2.2 爐缸側(cè)壁溫度升高原因分析
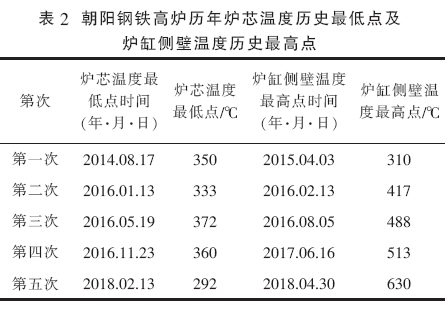
朝陽鋼鐵高爐于2012 年11 月開始投產(chǎn),截至2018 年4 月,高爐爐缸溫度場(chǎng)主要經(jīng)歷了5 次劇烈波動(dòng)(爐芯溫度低于400 ℃),每一次溫度場(chǎng)的異常變化,都會(huì)對(duì)爐缸造成傷害,加劇爐缸的侵蝕,使?fàn)t缸側(cè)壁某個(gè)方向的溫度超過歷史最高點(diǎn)。
朝陽鋼鐵高爐歷年?duì)t缸爐芯溫度歷史最低點(diǎn)及爐缸側(cè)壁溫度歷史最高點(diǎn)如表2 所示。對(duì)每一次的爐缸側(cè)壁溫度的歷史最高點(diǎn)進(jìn)行原因分析。
2.2.1 冶煉強(qiáng)度升高
2018 年8 月,高爐非計(jì)劃休風(fēng)164 h,休風(fēng)時(shí)間長,爐缸熱量損失較大,休風(fēng)料沒有下達(dá)風(fēng)口,在恢復(fù)爐況過程中,難于快速補(bǔ)充爐缸熱量。爐缸活躍度變差,爐芯溫度降至歷史最低點(diǎn)。在隨后的生產(chǎn)過程中,冶煉強(qiáng)度提高,高爐利用系數(shù)長時(shí)間維持在2.40 t/ (m3·d)以上,爐缸炭磚發(fā)生膨脹,導(dǎo)致爐缸側(cè)壁產(chǎn)生氣隙、溫度升高。
2.2.2 快速提產(chǎn)
2015 年下半年,由于高爐限產(chǎn),高爐利用系數(shù)由2.3 t/ (m3·d)降至2.0 t/ (m3·d),長時(shí)間低強(qiáng)度冶煉,高爐鼓風(fēng)動(dòng)能嚴(yán)重不足。2016 年初,高爐快速提產(chǎn),爐缸內(nèi)部熱應(yīng)力變化不均勻,爐缸側(cè)壁膨脹不均勻, 渣鐵保護(hù)層脫落, 局部受到非正常侵蝕,爐缸側(cè)壁溫度升高。
2.2.3 高爐長期不順
2016 年3 月末,高爐爐墻結(jié)厚,爐況順行難于保證,崩尺、滑料頻繁;爐缸熱量難于保證,爐缸狀態(tài)逐步惡化,爐況不穩(wěn)定,爐缸側(cè)壁渣鐵保護(hù)層受到破環(huán),局部受到非正常侵蝕,導(dǎo)致爐缸側(cè)壁溫度升高。
2.2.4 高爐年修時(shí)間長
2016 年11 月,高爐年修135 h,休風(fēng)時(shí)間長,爐缸熱量損失大, 爐缸熱應(yīng)力變化導(dǎo)致爐缸膨脹不均勻,局部陶瓷杯剝落,爐缸側(cè)壁溫度升高。在隨后的生產(chǎn)中,通過保持高爐長周期穩(wěn)定,增加鐵水中的鈦含量,形成渣鐵保護(hù)層,爐缸側(cè)壁溫度回到正常生產(chǎn)范圍以內(nèi)。
2.2.5 焦炭質(zhì)量下滑
2017 年7 月以后, 高爐休風(fēng)頻繁且焦炭質(zhì)量下滑,爐缸中心死料柱透液能力差,導(dǎo)致爐缸工作狀態(tài)難以穩(wěn)定、持續(xù)變差。焦炭質(zhì)量下滑,爐缸透液能力差,爐缸內(nèi)鐵水環(huán)流增加,致使?fàn)t缸側(cè)壁受到進(jìn)一步侵蝕,爐缸側(cè)壁溫度快速升高,在隨后的生產(chǎn)中通過采用增加鐵水鈦含量和休風(fēng)涼爐的方式,使?fàn)t缸溫度控制在合理范圍內(nèi)。
通過對(duì)朝陽鋼鐵高爐爐缸溫度場(chǎng)進(jìn)行階段性分析, 可以得出高爐溫度場(chǎng)異常的主要影響因素有爐缸熱量不足、高爐鼓風(fēng)動(dòng)能不匹配和爐缸內(nèi)的渣鐵流動(dòng)性不合理三個(gè)方面, 在高爐冶煉過程中可以通過裝料制度、送風(fēng)制度、熱制度的合理控制,確保高爐溫度場(chǎng)在合理的區(qū)間內(nèi)波動(dòng),從而實(shí)現(xiàn)高爐長周期穩(wěn)定順行。
3 爐缸溫度場(chǎng)異常治理措施
3.1 爐芯溫度下降治理措施
(1) 穩(wěn)定鐵水物理熱指數(shù), 確保物理熱和化學(xué)熱匹配。高爐日常生產(chǎn)嚴(yán)禁低爐溫操作,要保證生鐵含[Si]量與鐵水物理熱相匹配,鐵水物理指數(shù)控制范圍2.5~3.5。在鐵水物理熱指數(shù)持續(xù)低于下限時(shí),提高鐵水化學(xué)熱,鐵水中[Si]含量下限按0.35%控制,確保鐵水溫度在1 510 ℃以上;鐵水物理熱指數(shù)持續(xù)高于上限時(shí),鐵水中[Si]含量下限按0.3%控制,鐵水溫度嚴(yán)禁低于1 495 ℃。長時(shí)間休風(fēng)恢復(fù)爐況期間,以物理熱和化學(xué)熱是否匹配作為判定爐缸工作狀態(tài)是否正常的基礎(chǔ)依據(jù)。
(2) 根據(jù)爐缸活躍狀態(tài), 調(diào)整鐵水中的鈦含量。爐芯溫度持續(xù)下降時(shí),低于下限,提高入爐焦比,提高鐵水化學(xué)熱,降低鐵水中鈦含量;當(dāng)爐芯溫度持續(xù)上升時(shí), 接近上限, 降低鐵水物理熱指數(shù),降低入爐焦比,增加鐵水中的鈦含量。
(3) 通過爐型管理, 確保高爐長周期穩(wěn)定順行。通過對(duì)爐身溫度場(chǎng)的監(jiān)控和控制,正確判斷高爐內(nèi)部煤氣流的分布情況, 有目的地控制渣皮形成和脫落,形成合理的操作爐型。
(4) 堅(jiān)持每三個(gè)月進(jìn)行一次入爐有害元素分析,并根據(jù)實(shí)際情況采取相對(duì)應(yīng)措施。針對(duì)有害元素對(duì)高爐造成的危害,通過溝通,及時(shí)停配含有害元素超標(biāo)的物料。
(5) 調(diào)整造渣制度。在爐缸活躍性向差時(shí),終渣堿度按1.10~1.15 調(diào)整, 以達(dá)到稀釋爐渣的目的;在爐缸活躍性較好時(shí),終渣堿度按1.15~1.20進(jìn)行調(diào)整。
3.2 爐缸側(cè)壁溫度升高治理措施
(1) 利用休風(fēng)機(jī)會(huì)對(duì)爐缸區(qū)域進(jìn)行壓漿。高爐每次休風(fēng),對(duì)舊的壓漿孔進(jìn)行清理,同時(shí)對(duì)溫度高的區(qū)域根據(jù)實(shí)際情況重新開孔壓漿。為了避免壓漿對(duì)炭磚造成損壞,壓力不得超過1.5 MPa,
(2) 根據(jù)側(cè)壁溫度上升情況, 增大爐缸的供水量和降低水溫。在必要的情況下,軟水溫度降低至32 ℃,并將爐身水量減至最低,保證爐缸最大供水量。
(3) 適當(dāng)調(diào)整造渣制度。生鐵中[Si]含量大于0.35%,終渣堿度按下限1.10~1.15 控制,爐渣實(shí)物以石頭渣為準(zhǔn)。
(4) 增加高鈦球團(tuán)使用比例。根據(jù)高爐側(cè)壁溫度上升的不同階段趨勢(shì),提高鐵水中的鈦含量。
(5) 加強(qiáng)爐前管理, 保證鐵口深度3.2 m 以上。針對(duì)爐缸側(cè)壁溫度異常升高的情況,采用含鈦炮泥。
(6) 降低冶煉強(qiáng)度。根據(jù)高爐側(cè)壁溫度上升不同狀態(tài),調(diào)整不同的冶煉強(qiáng)度,達(dá)到紅色報(bào)警時(shí)要進(jìn)行休風(fēng)涼爐。
4 實(shí)踐效果
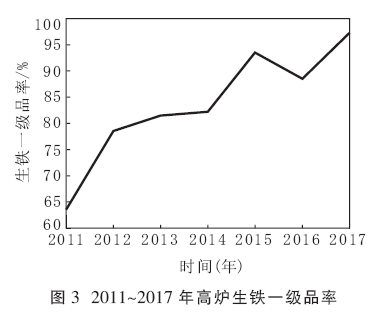
朝陽鋼鐵從2013 年開始,持續(xù)關(guān)注高爐爐缸溫度場(chǎng)的變化趨勢(shì), 并采取了一系列穩(wěn)定爐缸溫度場(chǎng)的治理措施, 將高爐爐缸活躍度控制在合理范圍內(nèi),高爐長周期穩(wěn)定順行,實(shí)現(xiàn)了高爐每三個(gè)月檢修一次的目標(biāo)。2011~2017 年高爐生鐵一級(jí)品率如圖3 所示。由圖3 可以看出,由于高爐持續(xù)穩(wěn)定順行,鐵水質(zhì)量顯著提高,高爐生鐵一級(jí)品率呈上升趨勢(shì),由2011 年的63.60%提高至2017 年的97.59%,爐缸管理實(shí)踐效果良好。
5 結(jié)語
爐缸熱量不足、高爐鼓風(fēng)動(dòng)能不足和爐缸內(nèi)渣鐵流動(dòng)不合理是高爐爐缸溫度場(chǎng)異常的主要影響因素。為了保持爐缸活躍狀態(tài)和高爐長壽的之間的動(dòng)態(tài)平衡, 朝陽鋼鐵建立了高爐爐缸管理模式,以爐芯溫度和爐缸側(cè)壁溫度控制標(biāo)準(zhǔn)為依據(jù),對(duì)爐缸溫度場(chǎng)的變化采取相應(yīng)治理措施, 實(shí)現(xiàn)了高爐生產(chǎn)穩(wěn)定順行,高爐生鐵一級(jí)品率由2011 年的63.60%提升至2017 年的97.59%, 高爐生產(chǎn)持續(xù)穩(wěn)定順行,爐缸管理實(shí)踐效果良好。