
闞永海 1,張建良 2,劉征建2,張士軍 1,康 健 2
(1.天津天鋼聯合特鋼有限公司,天津 301500;2.北京科技大學冶金與生態工程學院,北京 100083)
[摘 要]: 燒結混合料的粒度組成對于燒結料層的透氣性具有較大影響,天鋼聯合特鋼針對兩臺 230 m2 燒結機配 備的二次混合機進行了改造,包括加熱水混料、二混錐形逆流螺旋襯板等,制粒效果明顯改善,燒結機利用系數由原來的 1.646 t/m2· h -1 提高到平均 1.738 t/m2 ·h -1,其中料層厚度達到 1000 mm,快速實現了生產穩定運行。
[關鍵詞]:逆流螺旋襯板;制粒效果;料層厚度
0 引言
天鋼聯合特鋼兩臺 230 m2 燒結機于 2011 年投產,分別配備 2 臺圓筒混合機。其中,一次混合機的主要作用是將各種原料加熱水潤濕并混合均勻,二次混合機尺寸為 椎4 000 mm伊18 000 mm,主要是對各種含鐵原料、熔劑以及燃料等進行混合制粒,使得混合料達到適宜的水分、均勻的成分以及良好的透氣性。在燒結生產過程中,混合制粒是必不可少的一道工序,起著非常重要的作用。燒結混合制粒主要是將混合料加水混勻后得到有合適粒度分布的混勻料,好的制粒效果有利于混勻料形成良好的透氣性,對燒結生產的順行起到主導作用。
通過以往的現場實踐,表明混勻料在圓筒混合機的筒體內運轉的過程中,會對筒體造成非常嚴重的磨損。因此筒體內襯板作為圓通混合機的主要部件,對其進行更新改造會更好地保護筒體。為避免混合機筒體粘料嚴重、混合機運行電流大以及在混合機進料口容易倒料等類似問題,通常會在筒體襯板上安裝角鋼壓條。選擇合適的壓條間距和高度尤為重要。筒體粘料不僅會對物料的混勻、制粒效果造成不利影響,在清理筒體粘料問題時還會耗費大量人力、物力資源,導致設備作業率下降,存在一定的安全隱患。天鋼聯合特鋼 1 號燒結機二次混合機于 2018 年進行改造,筒體襯板采用了錐形逆流螺旋狀紋路,即螺旋方向與筒體轉動方向相反,更有利于筒體中混合料的均勻分布,有效抑制了粘料問題,使得制粒效果更好。
1 混合系統改造
一次混合機加水采用加熱水,以提高混合料料溫,抑制燒結過濕帶的形成。混合料的水分主要有兩個來源:一是來自由燒結原料自身含水,二是在混合制粒過程中補加的。在燒結過程中,混合料中的水分主要有以下作用:有利于得到好的制粒效果以改善料層的透氣性,從而提高燒結生產率。各原料顆粒在被水潤濕后,表面變得光滑,燒結過程中所需要的氣體在通過料層時阻力變小,使燒結混合料的導熱性能也得到了改善。料層中良好的熱交換條件使燃燒帶變窄,進而減小了燒結過程的料層阻力,同時在燃耗較低的情況下,也保證了燒結過程所需要的高溫條件。
燒結過程中,混合料的干燥和預熱主要依靠高溫廢氣的熱量傳遞。隨著熱量損失,高溫廢氣進入干燥層以下料層后溫度下降,當降低至水蒸氣露點以下時,由干燥層中蒸發進入廢氣的水分會在這里重新凝結,形成了過濕層。這種由水汽的重新凝結而形成的過濕現象不利于燒結料層形成良好的透氣性,因為冷凝所得的水分會填充在混合料顆粒之間的孔隙中,很大程度上增大了氣流通過的阻力,同時過濕現象會破壞燒結料層下部已經形成的小球,甚至出現泥漿,嚴重影響了燒結過程中的氣體反應機制。因此天鋼聯合特鋼一混時加熱水將混合料預熱,可以減少過濕層的不利影響,提高料層透氣性,有利于增大料層密度,提高燒結礦的產質量指標,而且減少了水分蒸發熱,節省了燃料消耗。此外,天鋼聯合特鋼采用加熱水可以有效縮短生石灰的消化時間,改善生石灰的消化效果。
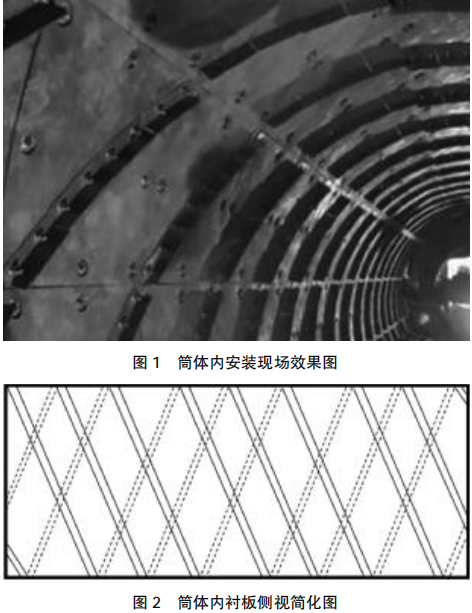
混料滾筒內襯板改進為錐形逆流螺旋狀,即螺旋方向與筒體轉動方向相反。安裝逆流螺旋襯板可以避免混合料在出口堆積,使混合料均勻分布。筒體內逆流螺旋襯板上用螺栓固定角鋼作為壓條,并且調整角鋼壓條的放置方向,壓條的作用是揚料和有利于混合料的混勻,并為減小襯板磨損保證一定的粘料。在混合機筒體進口采用小角鋼,出口采用大角鋼,形成錐體狀;為了防止過度粘料,安裝襯板時角鋼壓條要保證適合的間距,并適當降低揚料邊高度。圖 1 為二次混合機筒體內襯板安裝的現場圖,圖 2 為筒體逆流螺旋紋路簡化圖。天鋼聯合特鋼目前就采用這種非常先進的襯板固定方式,基本解決了筒體內襯板的脫落問題。不管采用任何襯板安裝方式,都要保證圓筒粘料層不能過厚及合適的填充率。
2 生產實踐
天鋼聯合特鋼兩臺燒結機在原料相同的情況下,二次混合機瞬時電流由 40A 升高到 42A,適當提高了物料的填充率,延長了混合料的制粒時間。1號燒結機二次混合機改造后,1 號燒結機利用系數為 1.75 t·m -2·h -1,大于 2 號燒結機的 1.72 t·m -2·h -1。
由于厚料層燒結料層中下部自動蓄熱作用增強,可以減少固體燃耗,降低燒結溫度且對制粒效果和最高燒結溫度的控制可以達到最佳的燒結結構,即由針狀鐵素體包裹的未熔化礦核形成,而低溫燒結在高爐中實現了燒結礦還原性的最佳結構。
因此聯合特鋼推行低溫厚料層燒結,通過提高料層厚度,一方面促進了鐵酸鈣粘結相的發展,另一方面通過降低燒結配碳量,進而降低了燒結過程燃耗。但是對于厚料層燒結的實踐可能會降低燒結生產率,因此在燒結生產中應采取有效措施來提高燒結料層透氣性。
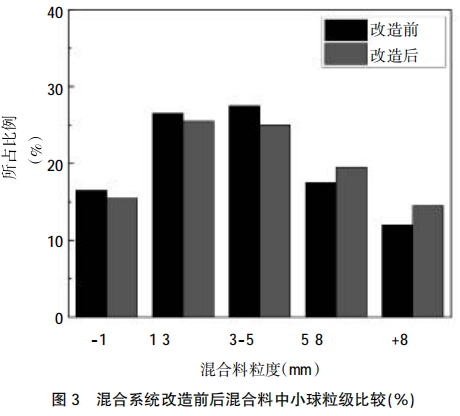
燒結混勻料的制粒效果通常用混勻料的粒級分布來表示。改善混勻料的粒級分布可以有效改善燒結料層的透氣性,提高燒結礦的產質量指標。燒結過程生產工藝的理論研究和生產實踐表明,主要 是降低混勻料中 0~3 mm 級別的占比,增加大于 3 mm 級別的占比,主要是增加 3~5 mm 級別占整個混勻料總質量的比例。燒結料冷態透氣性主要靠提升燒結料粒級來改善,為提高混合機的混勻制粒效果,對混合機襯板進行更換,使用了逆流螺旋狀內襯板,通過在圓筒混合機筒體安裝與物料運行軌跡相反的反螺旋襯板以利于提高造球率及避免積料,混合料躍3 mm 粒級從 57%提升至了 59%。混合系統改造前后混合料中小球粒級比較見圖 3。
燒結混合料經過混合機制粒后形成的準顆粒的結構和粒級分布必須匹配現有的燒結工藝制度, 否則將會對燒結過程以及燒結礦質量造成嚴重影響。燒結料層的透氣性對燒結礦特性和燒結礦產量起到非常重要的作用,因為燒結料層透氣性的好壞決定了通過燒結料層氣體流量的多少,進而能更好地控制燒結料層中的熱分布曲線。決定料層透氣性好壞的主要因素是混勻料的水分和燒結制粒準顆粒的結構與粒級分布。混合系統改造前后混合料中小球粒級比較見表 1。

推行厚料層燒結后,通過比對改造前后的各項經濟技術指標,表 2 為改造前后經濟指標對比,發現利用系數由原來的 1.646 t/m2·h -1 提高到平均1.738 t/m2·h -1,轉鼓指數由原來的 78.2%提高到78.72%,固體燃耗也由 46.31 kg·t -1 降低至 45.70kg·t -1,各項經濟指標均有明顯改善。

3 結語
逆流螺旋襯板在天鋼聯合特鋼圓筒混合機上應用及運行以來,混合機內襯版粘料減少、燒結設備穩定運行,提高了設備的有效作業量,混合機的混合制粒效果能夠得到保證,燒結混勻料制粒效果得到明顯改善。在繼而實行厚料層燒結后,利用系數由原來的 1.646 t/m2·h -1 提高到平均 1.738 t/m2·h -1,轉鼓指數由原來的 78.2%提高到 78.72%,固體燃耗也由 46.31 kg·t -1 降低至 45.70 kg·t -1。
參考文獻
[1] 朱羅明,段冬梅. 改善混料筒積料現象提高混合機制粒效果[J].浙江冶金,2012(1):55-56.
[2] 陳德凱,秦立國. 萊鋼 265 m2 燒結機厚料層燒結技術[J].山東冶金,2012,34(5):20-21,24.
[3] 李建忠. 柔性陶瓷襯板在圓筒混合機上的應用[J].天津冶金,2017 (1):46-47.
[4] 劉勃興. 聯合特鋼公司 230 m2 燒結機機頭電除塵器改造[J]. 天津冶金,2015(S1):50-52.
[5] Formoso A, Moro A.Influence of nature and particle size distribution on granulation of iron ore mixtures used in a sinter strand [J]. Ironmaking & Steelmaking,2013(30):447-460.
[6] 李麗,馬慶爽,王瑩,等.230 m2 燒結環冷機余熱綜合利用[J].天津冶金,2016(S1):78-81,84.
[7] 穆衛東. 低溫厚料層燒結技術應用與設備改造[J]. 天津冶金,2012 (4):43-46,62.
[8] 董蓓. 天鐵360 m2 燒結機干法脫硫工藝的優勢 [J]. 天津冶金,2018(6):56-58.
[9] 呂海濱,楊繼剛. 萊鋼 2×265 m2 燒結機主要工藝技術及改進[J]. 山東冶金,2012,34(1):12-13,16.
[10] 萬新宇,呂慶,陳樹軍,等. 酸、堿料超厚料層混合燒結試驗[J]. 中國冶金,2014,24(9):33-38.
[11] 惠宏智,顧興鈞,王建鵬. 漢鋼公司 265 m2 燒結機超厚料層生產實踐[J]. 冶金管理,2019(9):12-13.
[12] 吳黎明. 陶瓷襯板在宣鋼 360 m2 燒結機圓筒混合機上的應用[J]. 河北冶金,2013(3):18-20.
[13] 洪益成,張云起,王海風,等. 通鋼應用小球燒結技術的改造及 效果[J]. 燒結球團,2009,34(4):28-31.