
孫雅平1,馬喜春2,苗夢露1,張維彬3
(1 唐山科技職業(yè)技術(shù)學(xué)院,河北 唐山 063000;2 青島泰邦金屬制品有限公司,山東 青島 266000; 3 津西鋼鐵股份有限公司,河北 唐山 063000)
摘 要:高爐風(fēng)口套連接密封方式存在問題,密封效果差,為此開發(fā)出一種新型密封裝置,通過在風(fēng)口中套和風(fēng)口小套錐形密封面上加裝密封裝置,實(shí)現(xiàn)彈性或者柔性密封作用。改進(jìn)后現(xiàn)場檢測,風(fēng)口套之間煤氣泄露治理效果明顯,解決了變形漏氣問題。
關(guān)鍵詞:高爐;風(fēng)口套;密封裝置;煤氣泄漏;錐形面
合適的高爐送風(fēng)制度能夠保持適宜的風(fēng)口回旋區(qū)和理論燃燒溫度,使氣流分布合理,溫度分布均勻,熱量充沛穩(wěn)定,爐缸工作活躍,是高爐順行與指標(biāo)提升的關(guān)鍵。高爐風(fēng)口套是煉鐵高爐送風(fēng)裝置的重要組成部分,起著往高爐中噴吹煤粉及高溫富氧氣體,供高爐內(nèi)鐵礦料還原反應(yīng)順利進(jìn)行的作用。
1 風(fēng)口套間連接現(xiàn)狀分析
1.1 風(fēng)口套間連接現(xiàn)狀
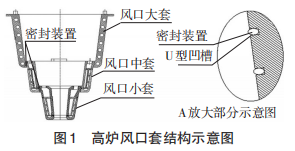
高爐風(fēng)口由風(fēng)口大套、風(fēng)口中套和風(fēng)口小套組成。三套之間的連接是通過錐形面接觸剛性連接及密封。隨著高爐冶煉強(qiáng)度提高,風(fēng)口在高溫高速氣流和煤粉磨損下,又因剛性密封效果差,風(fēng)口工作可靠性降低,風(fēng)口套間出現(xiàn)嚴(yán)重煤氣泄漏隱患,導(dǎo)致高爐休風(fēng)處理,嚴(yán)重影響高爐正常生產(chǎn)。
目前高爐風(fēng)口套間的連接裝置現(xiàn)狀:
1)絕大部分鋼制的風(fēng)口大套與銅制的風(fēng)口中套之間,銅制的風(fēng)口中套與銅制的風(fēng)口小套之間,通過機(jī)械加工成的錐形面剛性密封連接。2)還有部分是在銅制風(fēng)口中套與鋼制風(fēng)口大套密封接觸的錐形面外緣面開環(huán)形槽,加裝環(huán)形鋼圈通過焊接來密封風(fēng)口中套和風(fēng)口大套。3)個(gè)別是通過加長風(fēng)口小套和風(fēng)口中套的錐形配合面,以風(fēng)口小套加長部分的配合面與風(fēng)口中套的內(nèi)壁;以風(fēng)口中套加長部分的配合面與風(fēng)口大套的內(nèi)壁之間形成的空隙為容置槽,在其中設(shè)置以填充有流體為特征的充壓密封圈方式來密封。
1.2 風(fēng)口套連接密封方式存在問題
第1種風(fēng)口套間剛性密封連接方式,在長期遭受高溫?zé)釕?yīng)力以及結(jié)構(gòu)應(yīng)力變化下,各風(fēng)口套會(huì)緩慢發(fā)生塑性變形,進(jìn)而影響剛性密封的錐形面發(fā)生變形。在正常生產(chǎn)過程中,經(jīng)常發(fā)生高爐風(fēng)口中套外端面的下側(cè)向爐內(nèi)發(fā)生小段位移形變,上側(cè)向爐外發(fā)生小段位移形變,造成通過風(fēng)口進(jìn)入高爐爐內(nèi)的風(fēng)向發(fā)生偏移,風(fēng)口中套的4個(gè)壓緊裝置脫落或松動(dòng)現(xiàn)象。風(fēng)口套的變形,導(dǎo)致通過風(fēng)口進(jìn)入爐內(nèi)的熱氣流發(fā)生變化,而高爐對于從各個(gè)風(fēng)口進(jìn)入爐
內(nèi)的熱風(fēng)的流向及風(fēng)量的大小是有嚴(yán)格要求的,所用個(gè)別風(fēng)口套的形變會(huì)對高爐冶煉造成很大影響。第2種增加鋼圈焊接密封的方式,換套時(shí)間長,需要在裝入風(fēng)口中套后安裝人員進(jìn)入大套內(nèi)在高溫、高危環(huán)境下進(jìn)行焊接操作,卸套時(shí)還需要進(jìn)入大套內(nèi)進(jìn)行切割,延長了休風(fēng)時(shí)間,增加了工作人員的施工難度和勞動(dòng)強(qiáng)度,對高爐產(chǎn)量影響較大。僅僅是風(fēng)口中套和風(fēng)口大套之間的焊接密封,因?yàn)橹刑變?nèi)腔更小,操作人員要進(jìn)去焊接和切割更加困難,對風(fēng)口中套和風(fēng)口小套之間的密封無法操作。 第 3 種加長風(fēng)口中套和小套錐形配合面的密封方式,因?yàn)檎w長度的增加,勢必會(huì)造成產(chǎn)品重量的增加,同時(shí)風(fēng)口中套和小套是由昂貴的純銅制造,產(chǎn)品的成本也隨之提高,而且對于填充液的損耗和補(bǔ)充也很麻煩。
2 風(fēng)口套間密封具體改進(jìn)措施
為解決各風(fēng)口套之間泄漏煤氣問題,經(jīng)長時(shí)間研究和實(shí)踐,開發(fā)出一種新型密封裝置,本實(shí)用新型風(fēng)口套間密封加工步驟如下。
步驟1:在加工成型的風(fēng)口小套和風(fēng)口中套外錐面加工出一道或者幾道環(huán)形凹槽。凹槽可以是形成在風(fēng)口小套、風(fēng)口中套的錐形面上,如圖 1 所示。凹槽也可以形成在風(fēng)口大套、風(fēng)口中套的錐形面上(未示出)。凹槽為矩形槽、U形槽,或是其他類型的槽,如三角狀槽或梯形槽、弧形槽,具體不限。凹槽至少一道,繞所述錐形面的表面形狀設(shè)置,也可以是多道,平行間隔設(shè)置。
步驟2:將耐高溫具有彈性或者膨脹屬性的密封裝置,或者耐高溫盤根類密封裝置安置在凹槽里,用于起彈性或者柔性密封作用。
步驟3:裝卸時(shí),與正常裝卸使用一樣,不必采取其他多余措施。
實(shí)用新型風(fēng)口密封套使得風(fēng)口大套加工工藝不變,按原先工藝正常加工,在風(fēng)口小套和風(fēng)口中套錐形密封面的基礎(chǔ)上通過機(jī)加工方式,加工出一道或者幾道環(huán)狀矩形或者U形等凹槽,在凹槽中安置耐高溫的具有彈性或者膨脹屬性的密封裝置或者耐高溫盤根類,用于起彈性或者柔性密封作用。
另外,需要說明的是,所述凹槽可以開在所有的配合錐形面上,如風(fēng)口大套和風(fēng)口中套的配合面,開在風(fēng)口大套或者風(fēng)口中套的錐形面上都可以,而風(fēng)口中套和風(fēng)口小套的配合錐形面,開在風(fēng)口中套或者風(fēng)口小套的錐形面上也可以。
3 改進(jìn)效果
津西煉鐵一廠于 2018 年 9 月 5 日在 3# 高爐 6#、10# 風(fēng)口使用了接觸面加膠圈的風(fēng)口中小套,10月3日4# 高爐檢修時(shí)分別在2#、3#、4#、11#、12#5個(gè)風(fēng)口使用了此種風(fēng)口套。使用后通過現(xiàn)場檢測,和其他風(fēng)口對比,對風(fēng)口套之間煤氣泄露治理情況效果明顯,其他風(fēng)口煤氣檢測濃度基本都在1 000×10-6以上,而使用的帶膠圈的風(fēng)口套,煤氣泄露濃度在200×10-6 以內(nèi)。其中風(fēng)口大套變形較小的風(fēng)口區(qū)域,煤氣濃度更是降低到30×10-6 以內(nèi)。通過使用此種中小套,為風(fēng)口區(qū)域點(diǎn)檢與作業(yè)提供了安全保障,同時(shí)對風(fēng)口前的煤氣流分布提供良好條件,減少能源損失與浪費(fèi)。
本實(shí)用新型風(fēng)口密封套通過改進(jìn)加裝耐高溫具有彈性或者膨脹屬性的密封裝置或者耐高溫盤根類密封裝置,可有效彌補(bǔ)由于風(fēng)口套塑性變形造成的密封不嚴(yán)問題,在錐形面發(fā)生塑性變形時(shí),耐高溫具有彈性或者膨脹屬性的密封裝置或者耐高溫盤根類密封裝置就會(huì)發(fā)生回彈或者膨脹,堵塞因變形造成的間隙,防止煤氣泄漏,在沒有增加操作人員勞動(dòng)強(qiáng)度的前提下,解決了變形漏氣問題,提高了生產(chǎn)作業(yè)率和安全性。