
盧彬1,陳亮2,李艷龍1,徐偉1
(1.河鋼樂亭鋼鐵有限公司,河北唐山063000; 2.河北鋼鐵股份有限公司唐山分公司,河北唐山063000)
摘要:針對唐鋼一鋼軋廠150 tLF爐外精煉自動化冶煉可行性展開研究,對LF爐外精煉爐冶煉過程中溫度、成分、鋼渣等變化參數(shù)進行統(tǒng)計分析,優(yōu)化二級冶煉模型,結(jié)合LF爐外精煉爐實際冶煉過程步驟,制定出完整的LF爐外精煉自動化冶煉程序并在實際生產(chǎn)中進行了應(yīng)用,實現(xiàn)LF爐外精煉溫度、成分自動化冶煉。
關(guān)鍵詞:自動化;溫度;成分
隨著全國智能制造的推進發(fā)展,鋼鐵冶煉領(lǐng)域也向著更為先進、快捷、準(zhǔn)確的智能化冶煉方向邁進。LF爐外精煉所處理的鋼種幾乎涉及從特殊品種鋼到普通鋼種的絕大部分鋼種,因處在鋼水冶煉與澆注的中間環(huán)節(jié),在生產(chǎn)過程中存在較大的波動,在實際控制過程中,主要是靠操作人員根據(jù)經(jīng)驗對鋼水溫度、成分、氧化性進行判斷冶煉,人為影響因素較多,隨著時間的推移冶煉方法、步驟種類較多,沒有達到統(tǒng)一的操作標(biāo)準(zhǔn),所以鋼水質(zhì)量波動較大。通過對二級模型的調(diào)試,運用模型系統(tǒng)計算冶煉過程, 最大程度實現(xiàn)鋼水冶煉自動化、操作模式標(biāo)準(zhǔn)化。隨著對LF精煉模式化冶煉不斷的優(yōu)化,與轉(zhuǎn)爐自動煉鋼無縫對接,達到煉鋼區(qū)域穩(wěn)定、高效的自動冶煉生產(chǎn),使鋼水穩(wěn)定性得到進一步提高。
1 應(yīng)用背景
唐鋼一鋼軋廠擁有1座150 t鐵水預(yù)處理、 3座150 t轉(zhuǎn)爐、3座LF爐外精煉、2臺常規(guī)板坯連鑄機、2臺薄板坯連鑄機。2015年唐鋼一鋼軋廠進行全面 的信息化改造,在LF爐外精煉引用二級系統(tǒng)及精煉冶煉模型,通過對設(shè)定值模型、在線模型的調(diào)試,模型計算精度滿足爐外精煉控制要求,對模型計算數(shù)據(jù)進行整合,制定了完整的自動冶煉程序,實現(xiàn)成分、溫度自動化控制。
2 總體思路及技術(shù)方案
2.1總體思路
根據(jù)目前一鋼軋廠LF爐外精煉冶煉過程現(xiàn)狀, 對冶煉過程參數(shù)進行統(tǒng)計分析,借助PRIMETALS 二級系統(tǒng)進行模型計算、自動控制;根據(jù)現(xiàn)有冶煉操作步驟進行跟蹤記錄,與操作人員交流制定統(tǒng)一冶 煉步驟,編入profile子系統(tǒng),跟蹤使用調(diào)整出最好方案,最終全面推廣。
2.2技術(shù)方案
2.2.1自動冶煉工藝模型
模式化冶煉主要涉及到兩大部分模型的調(diào)試,分別為在線模型(動態(tài))、設(shè)定值模型(靜態(tài))。
在線模型主要功能是自精煉進站冶煉就開始對鋼水溫度、鋼水成分、鋼渣成分進行實時計算,每5 s刷新一次數(shù)據(jù),對精煉冶煉過程中的鋼水成分、溫度提供指導(dǎo)性參考,在線模型是整個LF精煉二級模型的基礎(chǔ)環(huán)節(jié)。
設(shè)定值模型主要分為五個部分:渣模型、脫氧模型、合金化模型、溫度模型、鈣處理模型設(shè)定值模型。
設(shè)定值模型是根據(jù)當(dāng)前冶煉鋼水的成分、溫度等條件,觸發(fā)后對下一步脫氧、造渣、升溫、合金化、鈣處理操作進行理論計算并給出指導(dǎo)性意見。
2.2.2自動冶煉模塊調(diào)試
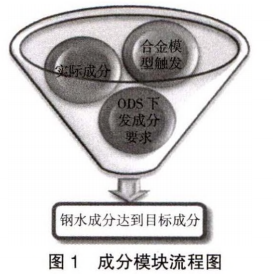
1) 成分控制模塊(見圖1)。成分模塊主要涉及成分預(yù)測在線模型、合金計算模型計算及自動加料系統(tǒng),通過對合金吸、芯線收率的統(tǒng)計計算,針對不同脫氧方式(硅脫氧、鋁脫氧)制定合金、芯線吸收率對應(yīng)表并維護至二級系統(tǒng)中,然后在根據(jù)轉(zhuǎn)爐二級傳輸?shù)臄?shù)據(jù)對鋼水成分及合金加入量進行分析計算,給出建議加入量,做出確認后自動啟動稱量系統(tǒng),稱量完畢后自行加入,加入完畢后自動停止運輸皮帶等設(shè)備。
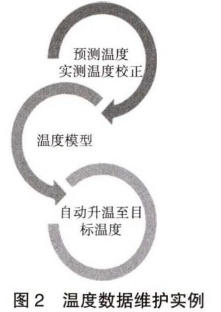
2) 溫度控制模塊(見圖2)。溫度模塊主要涉及在線模型溫度預(yù)測、實際送電升溫模型計算,根據(jù)送電量、鋼包包況、渣層厚度、包況、氮氣流量等影響因素進行計算分析,在線模型預(yù)測出現(xiàn)有鋼水溫度,為操作人員提供數(shù)據(jù)支持,然后由溫度模型計算出送電升溫時間,進行自動升溫操作。與外方人員就鋼包溫降、表面溫降數(shù)據(jù)進行維護調(diào)試,溫度模型達到使用要求,溫度誤差控制在5℃以內(nèi)。
3) 氮氣控制模塊。將LF爐外精煉不同階段氨氣控制進行統(tǒng)計編輯至二級系統(tǒng)中,根據(jù)不同冶煉階段自動調(diào)用氮氣控制模塊,實現(xiàn)氮氣自動控制。
4) 造渣模型。根據(jù)澆余回收量及設(shè)定的堿度、Al2O3 ,SiO2,石灰飽和度等渣系元素進行計算,給出造渣料加入量建議,直至達到渣系成分目標(biāo)范圍。經(jīng)過調(diào)試,成分模塊、溫度模塊、氮氣模塊全部達到使用要求,計算精度良好。基礎(chǔ)模型模塊的調(diào)試是精煉模式化冶煉的基礎(chǔ),只有基礎(chǔ)模塊計算準(zhǔn)確才能在后續(xù)的模式化冶煉中準(zhǔn)確地執(zhí)行并最終達到冶煉目的。
2.2.3模式化冶煉步驟調(diào)試
模式化冶煉主要是使用二級系統(tǒng)中ProfileSchema模塊,將冶煉步驟維護至模塊當(dāng)中,在使用過程中,隨著冶煉步驟的自動進行,Profile Schema系統(tǒng)自動調(diào)用溫度模型、合金模型、氮氣控制模塊進行逐步的分析冶煉,主控人員只是執(zhí)行確認工作,然后二級系統(tǒng)自動執(zhí)行,最終完成冶煉操作。在設(shè)定操作步驟過程中充分的考慮了過程成分、溫度沒有命中的情況,如未命中系統(tǒng)則自動調(diào)整至重新升溫或合金化步驟重新進行二次調(diào)整(見圖3)。
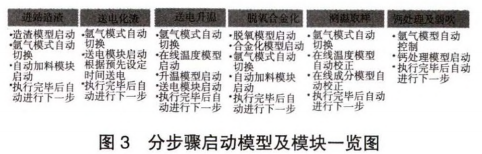
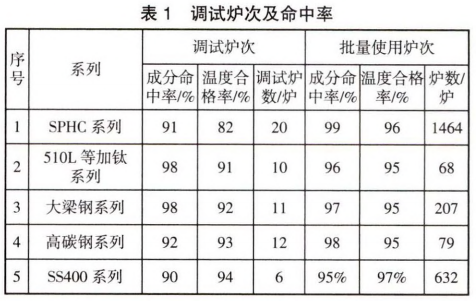
通過圖3所示各個步驟根據(jù)冶煉鋼種進行組合,分別整體運行調(diào)試,組成最優(yōu)冶煉模式。根據(jù)現(xiàn)有冶煉方式進行優(yōu)化,與操作人員對冶煉步驟逐項討論,找出最優(yōu)冶煉方案,一鋼軋廠技術(shù)人員將LF爐外精煉冶煉操作步驟維護至二級系統(tǒng)的LFProfile Schema模塊中,并進行了跟蹤調(diào)試,邊生產(chǎn)邊調(diào)整,最終根據(jù)鋼種制定出五種自動冶煉模式,使用效果良好,成分、溫度命中率均達到95%以上(見表1)。
3 實施效果
目前LF爐外精煉模式化冶煉岀站溫度命中率達到95%,在冶煉操作過程中只需要操作人員給出預(yù)計的出站溫度,二級系統(tǒng)自動給電升溫至后臺自動計算所需溫度,最終保證出站溫度滿足要求;通過合金模型的準(zhǔn)確計算實現(xiàn)了自動計算、自動稱量、自動加料的功能,LF出站成分合金命中率達到100%。
4 結(jié)語
LF爐外精煉自動冶煉模型投入使用以來運行穩(wěn)定并取得了良好的冶煉效果,操作人員根據(jù)預(yù)定的冶煉步驟進行冶煉控制,冶煉過程中最大程度地降低人為的計算及操作,降低了勞動強度,對冶煉過程進行了標(biāo)準(zhǔn)化的控制,同時通過跟蹤管理冶煉過程,提升了鋼水冶煉的可追溯性,實現(xiàn)了經(jīng)驗煉鋼到智能煉鋼的變革,在提高產(chǎn)品穩(wěn)定性的同時提升了設(shè)備及自動化的管理水平。