
何海龍,王小善,喬冠男,曹琳,李冰,李泊
(鞍鋼股份有限公司煉鋼總廠 遼寧 鞍山 114021)
摘要:針對鞍鋼股份有限公司煉鋼總廠180 t 轉爐底槍與爐齡不同步、冶煉終點鋼水碳氧積高的問題,采取了優化氧槍噴頭參數、底槍工藝、底吹工藝及賤渣工藝等措施后,實現了全爐役復吹,轉爐冶煉終點鋼水碳氧積降至 0.002 3。
關鍵詞:轉爐;復吹;碳氧積;底槍
氧氣轉爐頂底復吹是 20 世紀 70 年代末世界煉鋼領域發展起來的一項新技術、新工藝,該技術克服了頂吹氧氣射流對熔池攪拌能力不足的弱點,可以使爐內反應更接近平衡,鐵損失減少;同時又保留了氧槍頂吹法易于控制造渣過程的優點,不但能夠保證鋼水質量、 為連鑄提供可澆鋼水,同時達到了降低成本的目的[1]。采用復吹工藝,鋼水碳氧積波動范圍為 0.002 0~0.003 0, 冶煉終點渣中ω[Fe]可以降低 0.010 0%~0.025 0%[2]。
鞍鋼股份有限公司煉鋼總廠三分廠有 2 座公稱容量為180 t 的頂底復吹轉爐,在原有的裝備和工藝條件下,轉爐爐齡達到約 4 500 爐時,底槍發生堵塞,冶金效果不好,轉爐冶煉終點鋼水碳氧積的波動范圍為 0.001 5~0.003 2,終點鋼水平均ω[O]超過 0.070 0%,終點渣中平均 ω[Te] 超過了18%。為了提高鋼水質量,必須加強轉爐底吹熔池的攪拌,最大限度地發揮底吹冶金效果,實現全爐役復吹。本文對此展開研究,考慮到轉爐出鋼溫度對冶煉終點碳氧積的影響,出鋼溫度為 1 672℃。
1 轉爐主要工藝
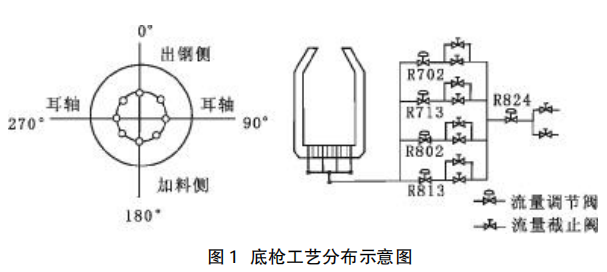
參數鞍鋼股份有限公司煉鋼總廠三分廠 180 t 頂底復吹轉爐的主要工藝參數見表 1。原復吹轉爐的底槍分布在轉爐爐底 0.6D 的位置上,底部氣體主要靠流量調節閥進行調節,底槍工藝分布示意圖見圖 1。

2 轉爐全爐役復吹存在的問題
2.1 轉爐爐底波動大
轉爐在生產過程中,由于各種原因造成轉爐爐底波動較大,嚴重影響底吹維護及碳氧積的合理控制。尤其是轉爐濺渣護爐工藝對爐底上漲影響更嚴重。為了避免爐底上漲過快,通常減少濺渣的頻率和濺渣的時間,但這又造成了轉爐爐體維護不及時,爐體工作層侵蝕較快。
2.2 復吹轉爐底槍壽命短
轉爐底槍位置采用盲磚砌筑,共預留8 支底槍位置,開工初期設計在轉爐加料側和出鋼側對稱分布兩支底槍。在新開 100~150 爐時通過鉆孔的方式將底槍投入使用,每次熱更換 2~4 支底槍。加入廢鋼時會對底槍造成沖擊,而且隨著轉爐廢鋼單耗要求的不斷提高, 為了適應較高的鐵水溫度與高廢鋼比的要求,增加了廢鋼使用量,尤其是增加了連鑄坯頭和中間包殘鋼的使用量,這類重型廢鋼對底槍的沖擊更嚴重,導致底槍侵蝕損壞非常快。加料側和出鋼側的底槍維護非常困難,壽命比其它位置的底槍壽命短 1 000 爐左右。
2.3 底吹氬氣能力不足
轉爐底吹系統加壓機工作參數見表 2。
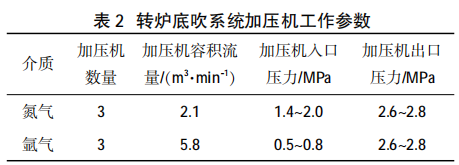
單臺氬氣加壓機容積流量為 5.8 m3/min(銘牌數據),當啟動 2 臺加壓時,公司管網壓力將由0.6~0.7 MPa 降低到 0.30~0.40 MPa (加壓站入口實際檢測值),造成連鑄及精煉氬氣壓力不夠(滿足生產需要的最低壓力為 0.7 MPa)。為了保證煉鋼全流程的生產順行,通常會減少轉爐爐底的氬氣量,以保證連鑄和精煉工序的氬氣用量,結果造成轉爐底吹氬氣能力不足。
2.4 復吹轉爐濺渣的影響
轉爐濺渣護爐是通過高壓氮氣的吹濺,使爐襯表面形成一層高熔點的熔渣層,并與爐襯粘結附著袁起到保護爐襯和提高爐襯壽命的作用,但同時未濺起的爐渣粘結附著在爐底,引起爐底上漲,對底吹轉爐來說,這非常容易引起底槍原件的堵塞。由于濺渣頻率達到了 100%,對于復吹轉爐的冶金效果影響較大。
3 采取的措施
3.1 氧槍噴頭參數的優化
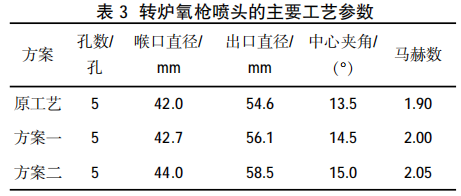
轉爐氧槍噴頭參數影響冶煉時氧氣射流對熔池的沖擊深度和沖擊面積,從而控制轉爐熔池內碳氧反應的速度。因此,氧槍噴頭參數的合理選擇是氧氣轉爐合理供氧的基礎。通過實踐和理論分析袁決定對氧槍噴頭的參數進行優化袁提高氧槍噴頭出口馬赫數,提高氧射流對熔池的沖擊能力[3]。
采取兩個方案分別進行氧槍噴頭參數的優化試驗,最終確定了方案二的氧槍噴頭參數,具體參數見表 3。
3.2 底槍位置及底槍金屬集束管數量優化
為了減少廢鋼加入時對底槍元件的沖擊,將轉爐加廢鋼角度增加 7°~10°。通過加料側轉爐傾動角度的調整,加料側底槍壽命得到了一定延長,但仍比其它部位底槍的壽命短。為了持續提高底槍壽命,在轉爐年修時對底槍布局進行了優化,取消了原來加料側和出鋼側的底槍,優化后的底槍分布見圖 2。
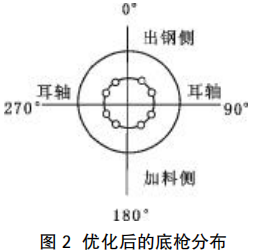
由圖 2 看出,優化后底槍主要分布在耳軸兩側,底槍位置避開了轉爐加料時的沖擊區域和出鋼時的鋼水沖涮區域。優化底吹流量控制在 10~24 m3/min,對金屬集束管的數量進行了優化袁 在原來的基礎上分別增加 5 支、10 支和 15 支進行試驗。試驗中發現,增加 15 支金屬管時,由于底槍磚渣層過厚,容易造成底槍元件堵塞;增加 5 支金屬管時,由于底槍部位局部侵蝕過快,造成底槍壽命短,不能與轉爐爐襯壽命同步;增加 10 支金屬管的底槍磚使用效果較好。
3.3 底吹工藝優化
針對底吹氬氣量不足的情況,對轉爐底吹N2/Ar 的切換時機進行了跟蹤分析。采取優化措施為轉爐吹煉開始后,從氧步第 3 步N2/Ar 切換改為第 7 步切換。優化前后的轉爐底吹切換系統見表 4。
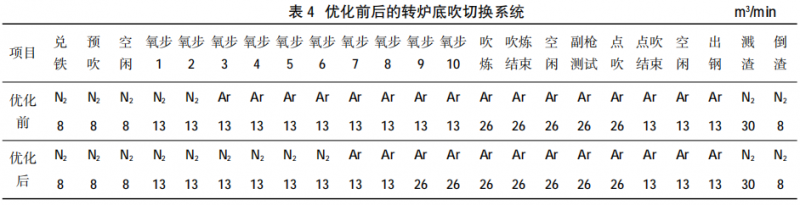
對轉爐底吹切換系統優化后,吹煉第 7 步前底吹使用氮氣,吹煉第 7 步后切換為氬氣。跟蹤了優化后的 7 爐鋼水數據,轉爐冶煉終點鋼水情況見表5。
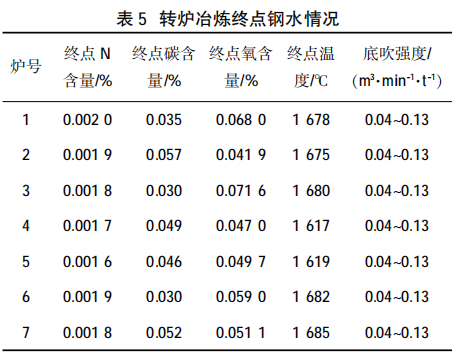
從表5 看出,底吹強度為 0.04~0.13 m3/(min.t)時,冶煉開始后第 7 步完成底吹 N2/Ar 切換能將終點鋼水中的 N 含量控制在 0.001 6%~0.002 0%,這與文獻[4]所述野在吹煉 70%時底吹 N2/Ar 切換袁冶煉終點 N 含量小于 0.002 0%冶的結論一致,說明切換時機后移沒有對鋼水的氮含量造成影響。 從而緩解了氬氣用量不足的情況。
3.4 濺渣工藝規范與優化
出鋼結束后,立即選擇“濺渣”冶模式濺渣。濺渣過程中,從兩側匯總斗各加入 150~250 kg 濺渣劑,間隔時間大于 30 s。濺渣槍位不低于 120 cm,觀察爐口噴濺物情況決定是否降槍,濺渣時間 2~4 min。濺渣結束后,先向爐前傾動至+60°~70°,再向后傾動至-60°~-70°,最后從爐前倒渣遙倒渣結束后,馬上從兩側匯總斗各加入白灰鋪大面,先向爐前傾動至+100°~110°,然后將轉爐傾動至兌鐵位置,準備加廢鋼兌鐵水。
3.5 廢鋼結構的優化
優化連鑄坯頭,尺寸比原來減少了 0.5 m;限制每槽廢鋼的坯頭和中間包殘鋼數量必須小于 5 塊;要求在廢鋼間區域補加坯頭時,坯頭要放置在廢鋼槽的尾部。采取這些措施后,緩解了重型廢鋼對爐襯、爐底及底槍的沖擊。
4 工藝優化后的效果
4.1 有效控制爐底上漲
采取上述措施后,減少了爐底粘廢鋼,穩定了轉爐爐底的高度,有效的控制了轉爐爐底上漲,且將轉爐爐底的變化控制在了合理的波動范圍內,轉爐液面波動控制在(180±15) cm。為復吹工藝的推進、 轉爐操作指標的提升以及鋼水潔凈度的提高奠定了基礎。轉爐全爐役(6 439 爐)爐底高度變化情況見圖 3。
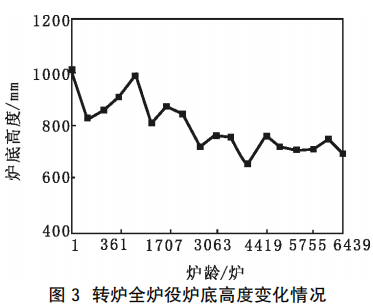
從圖 3 中可以看出,整個爐役轉爐爐底平穩且呈現逐步下降趨勢,說明爐底侵蝕均勻,實測爐底磚的侵蝕速度為 0.048 mm/爐。整個爐役期間沒有因為爐底上漲而進行化爐底操作。
4.2 底槍壽命提高
轉爐爐底穩定控制后,爐底的侵蝕速度比較緩慢,底槍磚周圍的渣層控制在 50~100 mm,在底槍磚端部形成的野爐渣-金屬蘑菇頭冶具有較高的熔點和抗氧化能力,在冶煉過程中不易熔損,并具有良好的透氣性,底槍不易堵塞[2]。 底槍分布優化后,提高了氧氣射流的沖擊能力,避免了廢鋼和鐵水對底槍原件的沖擊和沖刷。底槍的壽命比優化前提高了 1 200 爐。
4.3 碳氧積降低
工藝優化后,冶煉終點鋼水碳氧積從 0.002 5降至 0.002 3,ω[O]從0.071 0%降至0.067 1%, 渣中ω[Fe] 從 18%以上降至 16.41%。圖 4 為 2017 年 10 月 1 日至 2018 年 3 月 15 日期間轉爐碳氧積變化情況。
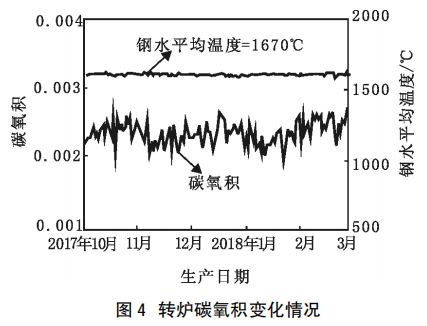
從圖 4 看出袁轉爐平均出鋼溫度在1 670 ℃的條件下,轉爐碳氧積能夠在合理的區間內波動,為轉爐鋼水的潔凈化生產奠定了良好的基礎。
5 結語
鞍鋼股份有限公司煉鋼總廠通過采取優化氧槍噴頭參數、重新布置底槍位置、控制底吹流量范圍為 0.04~0.13 m3/(min·t)、增加底槍磚金屬管數量、轉爐冶煉開始后從吹煉第 3 步氮氬切換優化成第 7 步切換等措施后,底槍的使用壽命比優化前提高了 1 200 爐;有效控制了轉爐爐底的上漲,實現了底槍壽命與轉爐爐齡6 439 爐同步, 終點鋼水碳氧積由 0.002 5 降至 0.002 3。
參考文獻
[1] 殷瑞鈺援 冶金流程集成理論與方法[M], 北京院冶金工業出版社,2013,115-117.
[2] 劉瀏援 中國氧氣轉爐煉鋼技術的進步口 [J], 中國冶金,2005,15(2)1-5.
[3] 王雅貞,李承祚. 轉爐煉鋼問答[M]. 北京院冶金工業出版社,2007,108—192.
[4] 蘇小利, 劉文飛. 260t 復吹轉爐底吹模式及鋼水增氮的研究[J], 煉鋼,2011 (6)31-33.