
許江明 鄒燕飛
(方大特鋼科技股份有限公司 江西 南昌 330012)
摘要:方大特鋼1050m3高爐中修開爐過程進行了總結。通過開爐前的精心準備,制定合理的開爐方案、準確選擇開爐料和各種操作參數,適時調整操作制度,優化高爐操作,實現了順利開爐和快速達產。
關鍵詞:開爐;達產;達標
1 前言
方大特鋼二號高爐有效容積1050m3,自2011年12月25日投產,根據公司安排于2018年12月15日停爐中修,主要檢修的項目為更換5、6、7段全部銅冷卻壁及冷卻系統腐蝕水管、沖渣溝重新砌筑等。本次高爐從烘爐、試壓、試漏、裝料、直到2019年1月4日23:58點火送風,均實現了安全、有效、科學合理。高爐送風后第三天產量達到3100噸,第4天日產3650噸,第5天實現日產3860t高爐各項經濟指標得到快速強化,利用系數達到3.83以上高爐實現了快速的達產達標;開爐后的主要經濟指標見表1。
表1開爐一周主要技術經濟指標
|
日期 |
風量 |
風溫 |
利用系數 |
煤比 |
焦比 |
燃料比 |
[si] |
鐵水溫度 |
|
m3 |
℃ |
t/m3.d |
Kg/t |
Kg/t |
Kg/t |
% |
℃ |
|
|
1月6日 |
2064 |
871 |
1.95 |
82.5 |
498.2 |
580.7 |
1.36 |
1461 |
|
1月7日 |
2338 |
1083 |
2.42 |
110.20 |
481.7 |
591.9 |
0.87 |
1448 |
|
1月8日 |
2572 |
1053 |
2.75 |
97.9 |
472.1 |
570 |
0.67 |
1451 |
|
1月9日 |
2853 |
1093 |
2.96 |
114.8 |
443.9 |
558.7 |
0.91 |
1480 |
|
1月10日 |
2955 |
1168 |
3.48 |
103.9 |
449.4 |
553.3 |
0.46 |
1488 |
|
1月11日 |
3000 |
1175 |
3.69 |
102.4 |
431.2 |
533.6 |
0.38 |
1478 |
2 開爐準備
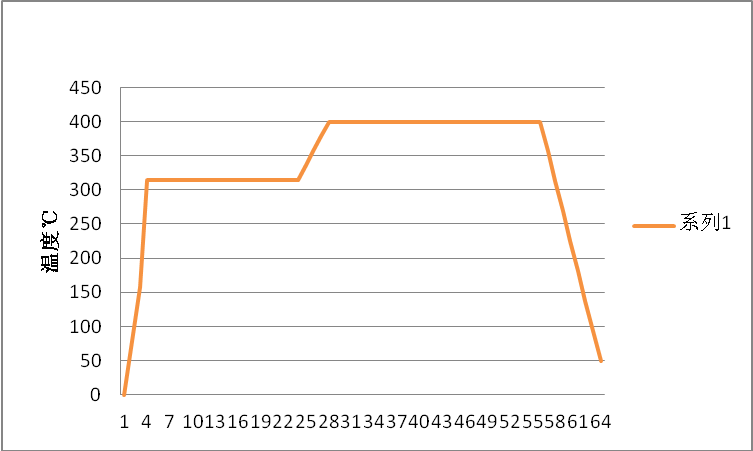
(1)高爐烘爐。高爐使用風量500~1000m3/min進行常壓烘爐。為保護爐頂設備,烘爐過程嚴格控制爐頂溫度不大于300℃,氣密箱溫度小于50℃.烘爐從1月1日開始到1月3日風溫達到450℃,一直保持到1月4日;為了保證爐內襯體的水分在高壓條件下的有效驅除,1月2日11:00開始加大風量到1500m3/min,,風壓70kpa,爐頂壓力17kpa,各風口二套夾縫就開始向外滲水,到1月4日滲水現象緩解,到高爐送風后,滲水現象基本消除,說明烘爐效果非常理想。
(2)試壓檢漏。分為對高爐本體及煤氣系統、送風管道系統試壓檢漏操作。主要對高爐本體及系統內的所有焊縫,重點是施工焊縫、熱風圍管焊縫,鵝頸管、直管法蘭、風口各套間的結合部、冷卻設備密封罩、各進出口管封板焊縫、人孔法蘭、上升管、下降管、探尺傳動裝置法蘭(新換爐殼)重點排查。以爐頂壓力為準,最高壓力210kpa;高爐本體打壓共計2次,對試壓檢漏過程發現的大小漏點全部進行了堵漏處理。
3 開爐料及開爐參數
3.1 開爐參數
(1) 焦炭:本廠干熄焦
(2) 礦石:燒結礦70%+廠球30%(因燒結檢修未完成,使用落地燒結礦)
(3) 熔劑:白云石
(4) 正常料焦比0.80t/t,R2=1.0
(5) 全爐干焦比:2.8t/t
(6) 空焦堿度R2:0.80
(7) 爐料平均壓縮率:13%
(8) 預計生鐵成分:[Si]=3.5%[Fe]=92.09%
(9) 礦批:16t
(10) 料線:1.5m
(11) 風口尺寸:630×115mm
(12) 風口數量:20個
(13) 風口面積:0.2076m2
(14) 采用集中堵風口開爐,工作風口6個,總進風面0.0623m2,堵14個風口
3.2 裝料參數
本次裝料共分四段,第一段為枕木,第二段鐵口以上至爐腰下沿為凈焦,第三段爐腰到爐身中下部為空焦,第四段爐身中部至1.5m料線為正常料。具體裝入參數見錯誤!未找到引用源。。
|
物料 |
裝入部位 |
裝入部位爐容(m3) |
批料體積(m3) |
批數 |
實際體積(m3) |
|
枕木 |
死鐵層及爐缸風口二套下檐以下 |
-- |
-- |
-- |
-- |
|
凈焦 |
鐵口以上至爐腰下沿 |
311.990 |
29.832 |
30 |
313.7443 |
|
空焦 |
爐腰到爐身中下部 |
337.23 |
34.117 |
34 |
384.9178 |
|
正常料 |
爐身中部至1.5m料線 |
482.127 |
22.31 |
22 |
425.4020 |
3.3 布料原則
凈焦采用單環布料a=19°,空焦a=20°布料,正常料凈焦、空焦均采用a=25°布料,后隨著料線的增長逐步提高角度直至過度到多環布料,以保證整個料柱礦焦分布穩定和連續性。
3.4 風口狀態
20個風口全部采用φ115*630mm風口,進風面積0.2076m2,送風前堵6個風口送風,進風面積0.145m2,堵風口時用耐火磚堵嚴防止送風后吹開;
3.5 鐵口富氧系統
南北兩個鐵口均安裝了富氧鼓風系統:鐵口孔道預埋了鋼管,分別連接壓縮空氣和氧氣,實現通過向爐內富氧鼓風。
4 開爐達產情況
4.1 點火送風過程
高爐于1月4日23:58點火送風;送風料線1.3m,風壓78kpa,風量930m3/min,風溫750℃,同時兩個鐵口進行富氧鼓風,送風27分鐘后17#風口亮,42分鐘后全部風口亮,35分鐘后料線開始松動,按正常料線下料;8:20分煤氣防爆實驗合格,引煤氣操作。送風12小時后爐頂溫度明顯上升,說明高爐軟融帶已經完全形成;
4.2 出渣鐵情況
高爐送風10小時后南鐵口停止富氧鼓風,鼓風管拔出后,鐵口噴濺鐵花,10:10堵口;送風15小時后根據計劃填料計算渣鐵生成量,當爐缸內渣鐵液面上升到鐵口中心線時,組織出鐵,渣鐵流動性良好。開爐后第一爐鐵水[si]=4.98,鐵水溫度1398℃,爐渣堿度R2=1.05。第2爐鐵水就改水渣系統,之后鐵水物理熱明顯升高,渣鐵流動性好。隨著高爐冶強提高和爐溫下降、鐵量增多,1月6日16:00開始兩邊出鐵;高爐逐步恢復到正常水平操作;
4.3 送風制度調整
(1)以爐況順行為基準,穩步加風。第一次出鐵后風量以100~150m3/min加風。隨著冶強逐步提高,待14個風口全風后,1月7日開第一個風口,之后以5個小時開一個風口的速度開風口,到1月9日最后一個風口打開。隨著風量、風壓提高,適當提高爐頂壓力,促進形成穩定的煤氣流;風量增加見表3。
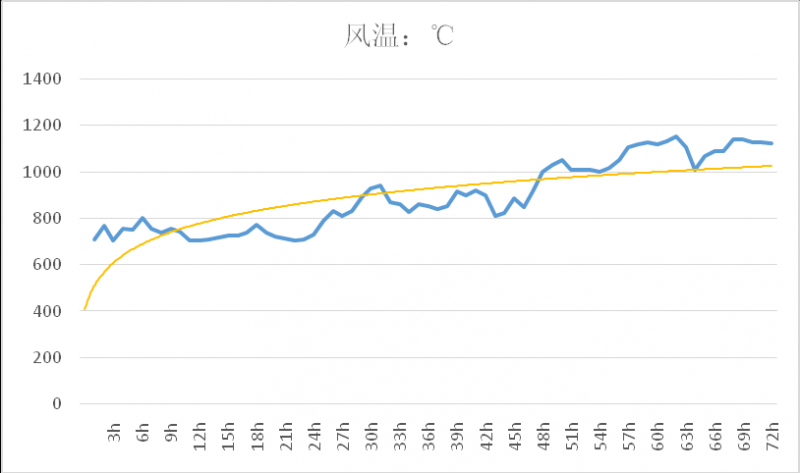
(2)抓住時機,逐步將風溫和富氧用至正常水平;開爐時風溫750℃,由于開爐爐溫水平較高,風溫水平很難用上來,隨著降焦增煤措施到位,逐步提高風溫使用水平,1月7日風溫恢復到1150℃,逐步穩定。開爐18小時后富氧3000m3/h。1月7日9:00實現了富氧7000m3/h的正常水平;風溫使用情況見表4。
表2開爐后風量變化

4.4 熱制度的調整
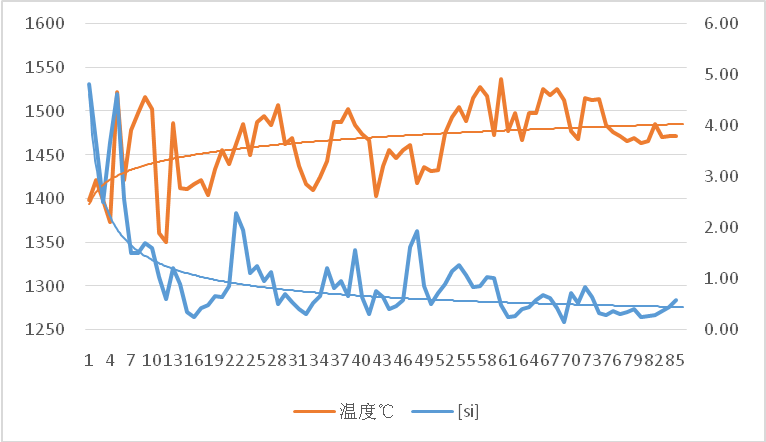
高爐開爐焦比750kg/t,出第一爐鐵后,焦比調整到630kg/t,之后根據爐溫及風溫變化逐步降低焦比;送風25小時后焦比降低到500kg/t,高爐開始噴煤;第4天焦比降低到420kg/t,煤比115kg/t;送風后第一爐鐵[si]=4.82,鐵水溫度1398℃,第二爐鐵水溫度1421℃,說明爐缸已經充分加熱,這其中一部分原因是本廠第一次使用預埋氧槍開爐。預埋氧槍是在鐵口插入氧搶,在不同階段通入不同純度的氧氣,以達到輔助加熱爐缸的目的,在本次開爐中取得了良好的效果。鐵水硅含量在送風后40小時降低到1.0%以下。鐵水硅含量和鐵水溫度與爐次的關系見表2。
5 結語
5.1 成功之處
1.本次開爐填充料計算,根據以往經驗,充分考慮到本廠原料性能,選擇了適合的計算參數。填充料實際入爐情況和計算結果基本吻合,為成功開爐提供了基本的保障。
2.本次開爐使用的焦炭均為本廠自產干熄焦,物理化學性能穩定,冶金性能良好,且焦比選擇合適。開爐后鐵水溫度迅速上升,鐵水硅含量和鐵水溫度迅速匹配,鐵水流動性迅速好轉,爐前工作量明顯低于前幾次開爐。
3.本次開爐,本廠第一次使用預埋氧搶開爐,對爐缸的蓄熱起到了良好的輔助作用。
4.本次開爐對負荷的把握十分到位,送風后40小時,鐵水硅含量已經降低到1%以下,并且始終保持較好的物理熱,降硅過程是成功且迅速的。
5.本次開爐,各單位積極配合,使用專用鐵水罐裝鐵,在前期,將裝入的流動性不好的鐵水和相鄰高爐的正常鐵水混合送往轉爐,為轉爐消化開爐初期異常鐵水創造了條件。
6.本次開爐生產組織較為完善,關鍵節點派專人負責,克服了設備聯動試車時間短,設備檢修項目多等困難,開爐后未發生非計劃休風,為此次開爐提供了強有力的支持。
5.2 不足之處
1. 因與本高爐配套的燒結機檢修未完成,本次開爐使用的燒結礦為落地燒結礦,冶金性能較差,為開爐過程中的爐況反復埋下了伏筆。
2. 開爐過程中有一次長時間大幅度的減風過程,影響了開爐進度。