


陳國貴
(河鋼股份有限公司承德分公司 河北省釩鈦工程技術(shù)研究中心)
摘要:主要介紹承鋼冷軋薄板有限公司連續(xù)酸洗線活套自動(dòng)控制系統(tǒng),分析基于SIMATIC S7-1500系統(tǒng)的活套速度、位置、張力控制,研究活套的精確定位,確保酸洗線穩(wěn)定連續(xù)運(yùn)行。
關(guān)鍵字:連續(xù)酸洗;活套;SIMATICS7-1500;速度;張力;位置
1 生產(chǎn)線概況
承鋼冷軋薄板有限公司連續(xù)酸洗線采用普銳特工藝技術(shù),設(shè)計(jì)年產(chǎn)量為100萬噸,該生產(chǎn)線為三段式連續(xù)酸洗生產(chǎn)線,具有3段酸洗槽和5段漂洗槽,裝備有2臺(tái)開卷機(jī)、1臺(tái)激光焊機(jī)、1臺(tái)破鱗機(jī)、1臺(tái)平整機(jī)、1臺(tái)轉(zhuǎn)塔式圓盤剪、1臺(tái)涂油機(jī)、2臺(tái)卷取機(jī)和2段活套,工藝布置圖見圖1。
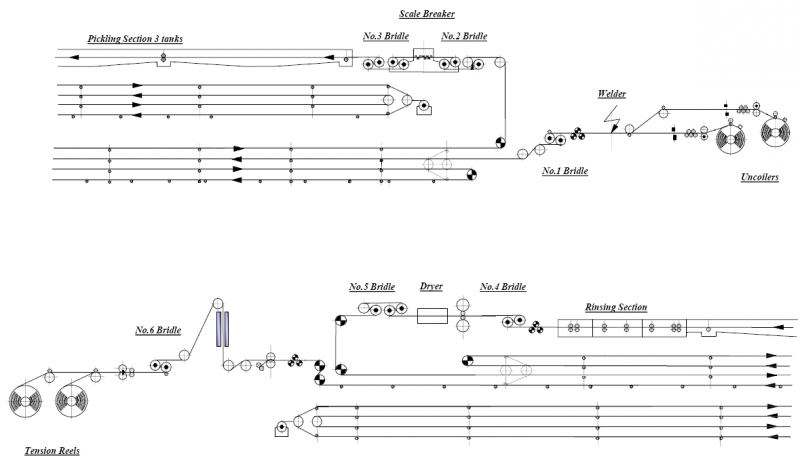
圖1
1.1 活套設(shè)備組成
連續(xù)酸洗線活套選用兩段臥式活套,4層布置,入口活套長140米,出口長100米。活套用于儲(chǔ)存足夠的帶鋼長度銜接入口段、工藝段和出口段,起到承前啟后的作用,保證工藝段穩(wěn)定連續(xù)運(yùn)行,提高酸洗質(zhì)量。
每段活套的主要設(shè)備包括:活套小車、驅(qū)動(dòng)系統(tǒng)、繩輪、潤滑系統(tǒng)、擺動(dòng)門和位置檢測系統(tǒng)。活套小車和驅(qū)動(dòng)系統(tǒng)之間通過一根鋼絲繩及一組繩輪連接起來。鋼絲繩兩固定端都通過繩輪繞向小車,鋼絲繩與帶鋼相對(duì)的一側(cè)(提供張力側(cè)),通過小車?yán)K輪繞向驅(qū)動(dòng)系統(tǒng),驅(qū)動(dòng)系統(tǒng)是由三臺(tái)電機(jī)帶動(dòng)三臺(tái)減速箱驅(qū)動(dòng)三個(gè)繩輪組成。另一側(cè),液壓缸連接鋼絲繩固定端,通過繩輪轉(zhuǎn)回活套小車(低張力側(cè)),液壓缸為鋼絲繩提供穩(wěn)定的張緊力,防止鋼絲繩滑移,以及補(bǔ)償鋼絲繩的延伸。
活套小車的位置通過驅(qū)動(dòng)系統(tǒng)中的首個(gè)繩輪的絕對(duì)值編碼器進(jìn)行測量,計(jì)算出活套的實(shí)際套量。
2 自動(dòng)化控制系統(tǒng)
連續(xù)酸洗線自動(dòng)化控制系統(tǒng)采用西門子公司的SIMATICS7-1500PLC系統(tǒng)和S120傳動(dòng)系統(tǒng)進(jìn)行控制,系統(tǒng)具有性能高、運(yùn)算速度快、抗干擾能力強(qiáng)、易于通訊和擴(kuò)展等特點(diǎn)。PLC控制系統(tǒng)由5套SIMATICS7-1500 PLC硬件組成,分別為:入口、工藝、平整機(jī)、出口和急停,自動(dòng)化配置圖見圖2。入口活套由入口PLC控制,出口活套由出口PLC控制。控制軟件為TIA V15,TIA軟件是一個(gè)集成控制器、HMI和驅(qū)動(dòng)器的過程組態(tài)平臺(tái),有一致數(shù)據(jù)管理、統(tǒng)一工業(yè)通訊、工業(yè)信息安全和集成功能安全等優(yōu)勢(shì)。
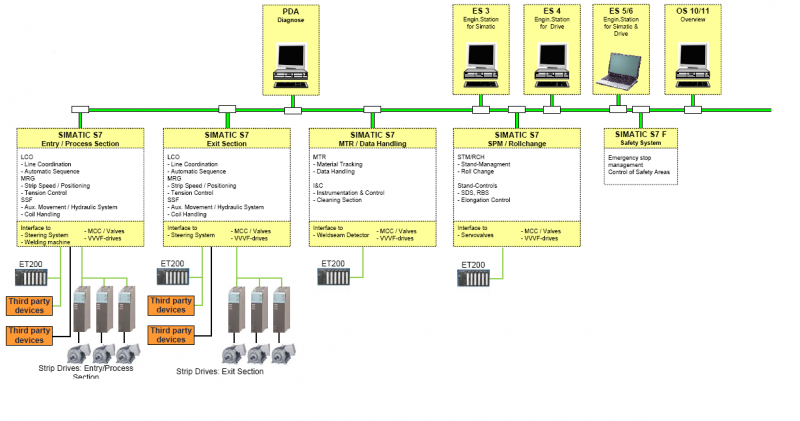
圖2
3 活套定位控制
活套定位控制對(duì)產(chǎn)線的物料跟蹤中起到非常重要的作用,如果活套定位錯(cuò)誤可能造成焊縫跟蹤丟失,圓盤剪剪切錯(cuò)亂,出口剪分切位置錯(cuò)亂,更嚴(yán)重的會(huì)出現(xiàn)鋼卷信息丟失。活套定位控制集合了速度控制、張力控制和位置控制,三個(gè)控制環(huán)節(jié)必須有序連接才能實(shí)現(xiàn)活套的穩(wěn)定運(yùn)行。
3.1 活套速度控制
活套連接入口段、工藝段和出口段,所以活套速度與工藝段速度為基準(zhǔn),限定了活套的最大運(yùn)行速度為180m/min,最小運(yùn)行速度為5m/min,并且活套速度會(huì)跟隨工藝段速度和當(dāng)前套量自動(dòng)降速。在HMI中設(shè)計(jì)三種速度控制模式選擇及位置設(shè)定,如圖3所示。
1)最大速度充套到最大位置, 最大位置在Max.Pos設(shè)定。
2)偏差速度充套到最大位置,速度偏差值在 Speed Difference設(shè)定。
3)偏差速度充套到中間位置,中間位置在Medium Pos設(shè)定。
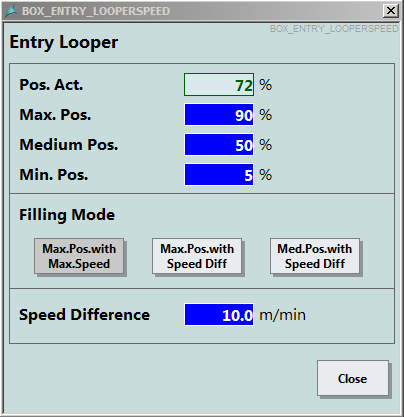
圖3
3.2 活套張力控制
活套張力控制分為:基于電機(jī)轉(zhuǎn)矩的張力控制(TCON1)和基于速度的張力控制(TCON2),TCON1是通過活套的設(shè)定張力與相鄰設(shè)備的張力差計(jì)算出有效張力,在進(jìn)行摩擦力和打滑張力修正后直接控制電機(jī)轉(zhuǎn)矩的輸出。
![]()
TQ_motor:電機(jī)轉(zhuǎn)矩; TQ_Frction:摩擦系數(shù);
Tension:相鄰帶鋼張力; TQ_Inertia:打滑系數(shù)
Diam:輥徑;
i:減速比
TCON:張力控制器輸出
TCON2是通過活套的設(shè)定張力與實(shí)際張力差計(jì)算出有效速度,在進(jìn)行摩擦力和打滑張力修正后直接控制電機(jī)轉(zhuǎn)矩的輸出。
3.3 活套位置控制
活套位置控制主要通過活套第一個(gè)繩輪繩輪上安裝的絕對(duì)值編碼器測量活套位置,在進(jìn)行摩擦、滑差、鋼絲繩張力等系數(shù)修正后得出一個(gè)活套實(shí)際位置。圖4為活套位置控制框圖。
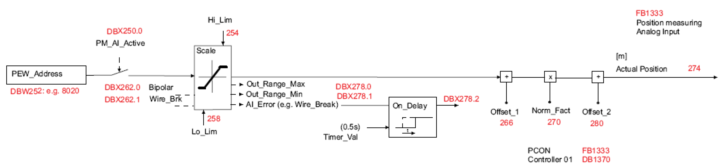
圖4
4 活套精確定位
由于帶鋼不同的寬度、厚度、板型、速度以及活套鋼絲繩張力變化都可能造成活套實(shí)際位置偏差。通過研究,在活套中間的位置增加一個(gè)固定檢測點(diǎn)。當(dāng)活套小車經(jīng)過這個(gè)檢測點(diǎn)時(shí),將固定點(diǎn)的活套位置進(jìn)行同步校正。圖5為活套同步的邏輯:正常運(yùn)行的過程中,如果活套的實(shí)際速度大于DBD666的最小速度并且小于DBD662的最大速度,并且活套充套或者放套的條件DBX636.3是ok的,那么當(dāng)活套經(jīng)過同步開關(guān)DBX636.0時(shí)就可以自動(dòng)同步,自動(dòng)同步范圍為實(shí)際位置與計(jì)算位置偏差不超過3%。
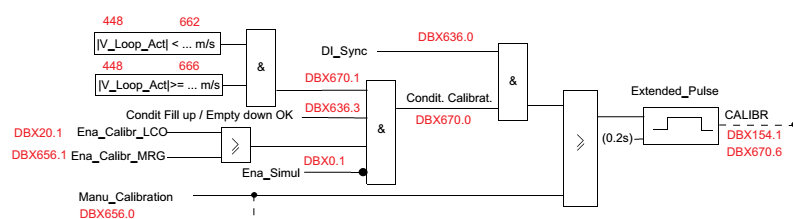
圖5
如果活套實(shí)際位置與計(jì)算位置偏差超過3%,活套將無法進(jìn)行自動(dòng)同步,通過研究,增加活套位置手動(dòng)同步功能。在HMI中增加活套位置編碼器同步窗口,通過PDA精確測量幾個(gè)機(jī)械參考點(diǎn)的活套位置,如表1以入口活套為例。在停車狀態(tài)下將活套現(xiàn)場操作站選擇為維護(hù)模式,對(duì)照表中機(jī)械位置估算活套位置,將估算值輸入HMI窗口,手動(dòng)將活套的實(shí)際位置與計(jì)算位置偏差同步到3%以內(nèi),可以正常起車,滿足自動(dòng)同步條件。
表1
|
活套車位置 |
參考值(活套位置) |
|
1號(hào)活套門 |
94% |
|
2號(hào)活套門 |
87% |
|
3號(hào)活套門 |
77% |
|
4號(hào)活套門 |
67% |
|
5號(hào)活套門 |
58% |
|
6號(hào)活套門 |
46% |
|
7號(hào)活套門 |
35% |
|
同步位 |
61% |
5 結(jié)語
通過活套位置同步功能的應(yīng)用,能夠提升活套定位的精確性,減少跟蹤計(jì)算誤差,保證產(chǎn)線穩(wěn)定運(yùn)行。很適合生產(chǎn)工藝指標(biāo)和操作性,證明此控制系統(tǒng)的研究實(shí)踐是成功的。
參考文獻(xiàn)
[1] 張碩.博途軟件與S7-1500 PLC的應(yīng)用詳解.電子工業(yè)出版社。
[2] 崔堅(jiān). SIMATICS7-1500與TIA博途軟件使用指南.機(jī)械工業(yè)出版社
[3] 徐清書. SIINAMICS S120 變頻控制系統(tǒng)應(yīng)用指南.機(jī)械工業(yè)出版社