
王文紅
(陜鋼集團龍鋼公司煉鐵廠)
摘要:龍鋼1#高爐于2020年1月30日11:28點火送風,31日順利出鐵。此次開爐準備充分,通過科學策劃精心組織,理論裝料量與實際裝料僅差1批,從開爐點火到順利出鐵用時22小時,實現無滑尺崩料、懸料,爐溫平衡過渡,送風后28小時噴煤,39小時全風作業,43小時富氧,開爐10天焦比降至370kg/t.鐵以下,創造了龍鋼停爐開爐的新紀錄。
關鍵詞:高爐;開爐;實踐
1 前言
龍鋼1#高爐爐容1280m3,采用蓄鐵式主鐵溝,南北兩個鐵口。2017年2月長期封爐后正常生產,爐缸側壁溫度呈緩慢上漲趨勢,隨著強化生產上漲加劇,2018年7月份7.400米內環溫度最高漲至1065℃,8月份后配鈦球或鈦塊護爐性生產,根據冬季錯峰生產要求,于2019年12月21日安排停爐大修,對爐底第四層碳磚及爐缸環碳進行更換后并進行整體澆筑,11段冷卻壁進行整體更換,爐內采用整體噴涂。
1#高爐于2020年1月30日送風開爐,31日白班出鐵、中班噴煤,2月1日夜班富氧,通過強化操作成功實現了3天達產、5天達效的目標,恢復期間爐況保持穩定,技術指標持續改善。2月份高爐指標見表1:
表1 開爐第1個月技術指標
|
|
日產量 |
燃料比 |
焦比 |
煤比 |
富氧量 |
負荷 |
硅 |
煤氣利用率 |
|
前3天 |
2056 |
641 |
506 |
135 |
3356 |
3.80 |
0.80 |
39.59 |
|
第二周 |
3309 |
535 |
381 |
154 |
5769 |
4.06 |
0.39 |
46.47 |
|
第三周 |
3523 |
520 |
369 |
151 |
6901 |
4.23 |
0.39 |
47.22 |
|
第四周 |
3484 |
510 |
364 |
145 |
5901 |
4.22 |
0.40 |
47.45 |
2 開爐前的準備工作
2.1 高爐烘爐及打壓試漏
為確保開爐順利和安全,按開爐工藝要求進行烘爐、全系統聯動打壓、查漏和試車。
2.1.1 高爐烘爐
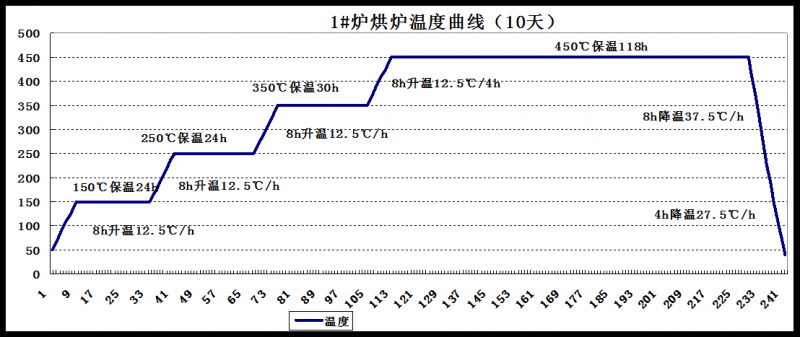
1#爐烘爐采用熱風烘爐,原計劃烘爐6天,1月下旬因調整生產作業計劃,隨機延長烘爐時間至10天,整個烘爐時間按240小時(10天)安排,主要延長450℃保溫時間。烘爐參數如下:
表2 烘爐參數控制范圍
|
溫度℃ |
所需時間 h |
升溫速度 ℃/2h |
風量 (m3/min) |
頂壓 kpa |
爐頂溫度極限(℃) |
氣密箱溫度極限(℃) |
|
50-150℃ |
8 |
25 |
1500 |
20 |
300 |
65 |
|
150℃ |
24 |
|
1700-1800 |
20 |
300 |
65 |
|
150℃-250℃ |
8 |
25 |
~1800 |
20 |
300 |
65 |
|
保溫 250℃ |
24 |
|
~2000 |
20 |
300 |
65 |
|
250℃-350℃ |
8 |
25 |
~2000 |
20 |
300 |
65 |
|
保溫 350℃ |
30 |
|
~2000 |
20 |
300 |
65 |
|
350℃-450℃ |
8 |
25 |
~2000 |
20 |
300 |
65 |
|
保溫 450℃ |
118 |
|
1700~1800 |
20 |
300 |
65 |
|
450℃-180℃ |
8 |
30 |
1500~2000 |
20 |
300 |
65 |
|
180℃-40℃ |
4 |
50 |
~1500 |
20 |
300 |
65 |
|
合計 |
240小時/ 10天 |
|
|
風口加軸流風機吹冷風 |
||
圖1 烘爐曲線
2.2.2 打壓試漏
1#爐打壓試漏分2次進行,一是進行高爐本體及煤氣除塵系統管道聯合打壓查漏;二是進行熱風爐及送風系統管道的壓力測試和查漏。
(1)第一次打壓
分五個壓力梯度進行:0.05-0.10-0.15-0.19MPa,結束后處理好漏點,送冷風保壓1小時,再進行第二次打壓。
(2)第二次打壓
主要是送風系統管道和本體,0.10-0.20-0.25-0.30-0.34 MPa,逐步緩慢提壓,壓力最高打到0.34 MPa。
(3)每個梯度升壓后保持5分鐘,在0.25MPa時停頓10-15分鐘,再提壓至0.34MPa,保壓查漏。升壓過程遠程檢查漏點,必須處理完大漏點后才能繼續升壓。
2.2 安裝自動開鐵口裝置
(1)計劃從南場出鐵,南鐵口安裝自動搖控出鐵裝置,送風后向爐內鼓風加氧氣,1次鐵前停止富氧鼓風,關閉空壓后鐵口自動打開。
(2)北鐵口安裝鋼管,鋼管伸出爐外約1.5m,作爐缸煤氣導出管加熱爐缸溫度。
3 開爐裝料
3.1 木材填充
1月28日白班開始裝木材,在裝木材前鋪底焦2罐,中班爐內裝入木材約1800根,靠墻及風口周圍將木材立起,爐內按“井”字型密布排列,木材裝至風口上沿,中心堆尖。裝完木材,安裝直吹管前根據堵風口要求完成堵風口作業,堵泥深度(滿套)460㎜。
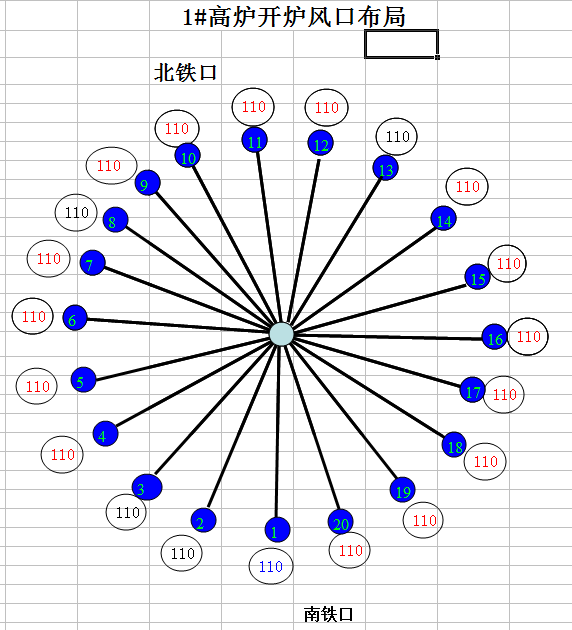
3.2 開爐前堵風口情況
1月30日白班檢查所堵6個風口,總風口面積0.1901m2,實際送風面積0.1330m2,占風口總面積的69.9%。風口配置見表3。
圖2 風口布局
3.3 裝開爐料
在裝料過程中,送冷風風壓20-30kpa,每段裝完后進行料線探測,高爐裝料總計37批,共計裝入焦炭408噸,于2020年1月29日22時34分裝料結束。南北探尺分別為1.9m和2.0m,全爐焦比2.696t,負荷0.655倍。裝料過程中對溜槽角度、布料圈數和料流軌跡進行校對,調整探尺零位。
表3 裝料制度
|
序號 |
料制 |
焦炭 |
礦量 |
燒結礦 |
高硅塊 |
石灰石 |
球團礦 |
錳礦 |
負荷 |
|
1 |
18C |
160293 |
|
|
|
|
|
|
|
|
2 |
8(C+N+M) |
64455 |
|
|
|
11602 |
|
9752 |
|
|
3 |
13CO |
105161 |
111011 |
88153 |
15005 |
|
|
7853 |
|
|
4 |
6CO |
48340 |
75214 |
40532 |
9935 |
|
17545 |
7202 |
|
|
5 |
4CO |
32229 |
58794 |
34526 |
9113 |
|
10337 |
4818 |
|
|
6 |
1CO |
8009 |
15336 |
8264 |
4080 |
|
1794 |
1198 |
|
|
合計 |
37批 |
418487 |
260355 |
171475 |
38133 |
11602 |
29676 |
30823 |
0.655 |
4 開爐操作
4.1 一次鐵前
(1)1月30日11:58送風,熱風壓力40kp,頂壓2kp,冷風流量750m³/min,風溫800℃,12時其余風口逐步變亮;高爐點火后爐頂溫度上升的比較慢,一直在40℃左右徘徊,以穩定送風為主, 12:30料面動,料線2.1m。根據料線緩慢加風,逐步上負荷,16時5、7#風口吹開,送風面積0.1521m2,風量水平600 m3/min,21:00爐頂煤氣成分合格,21:18組織引煤氣。
(2)隨著引煤氣料速變快,22時后逐步上負荷、上風溫、調整料制、加風量,后期風壓控制200kpa。
(3)31日8:30后,隨著爐內渣鐵上漲,高爐下料明顯減慢,頂溫較高,風量下降。9:18開南鐵口出鐵,9:20順利打開,爐溫基本充沛,流動性較好。
首次鐵硅4.20%,物理熱1421℃,鐵量232t。
表4 首次鐵前參數
|
時間段 |
風壓(kPa) |
風量 (m³/min) |
負荷 |
配比 (%) |
礦批 (批) |
累計料批 |
料制 |
|
11:58-14:45 |
19-40 |
480-550 |
2.0 |
36.3 |
16 |
4 |
C23.9322.2220.3218.13O22.2320.33 |
|
14:46-20:40 |
40-87 |
550-620 |
2.25 |
37.8 |
18 |
13 |
C25.5323.9222.2220.3218.13O23.9322.23 |
|
20:41-22:15 |
87-105 |
604-623 |
2.25 |
37.8 |
18 |
17 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
22:16-2:07 |
105-160 |
623-700 |
2.40 |
37.8 |
18 |
26 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
2:08-5:52 |
160-188 |
700-759 |
2.66 |
37 |
20 |
41 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
5:53-8:14 |
188-206 |
759-780 |
2.78 |
30 |
21 |
50 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
8:15-9:40 |
206-209 |
720-750 |
2.78 |
30 |
21 |
55 |
C28.4327225.5223.9222.2220.3218.13O27225.5223.9222.22 |
|
9:41-11:50 |
220-240 |
1750-1950 |
2.99 |
30 |
21.5 |
67 |
C28.4327225.5223.9222.2220.3218.13O27225.5223.9222.22 |
4.2 一次鐵后
在確保物理熱充足,渣鐵流動性良好的基礎上,加快恢復進程。
(1)31日一次鐵后加快送風,上負荷至2.99倍,白班加風至280kpa;15:55分送煤,16:00北場順利過鐵,爐況穩定恢復順行;中班21時加風壓至310kpa,風溫1120℃,負荷3.33倍,生鐵已降至0.70%,
(2)2月1日7:30開始送氧2000m3/h,中班19時負荷上至3.72倍,日產量達到2362噸,煤比130kg以上。
(3)2日14:57分風口全開,風壓加至350kpa,風溫上至1130℃,富氧量5000m3/h,礦批加至31噸,生鐵硅降至0.50%左右,焦比降至410kg/t以下,日產量達到2800噸,煤比150kg以上。
(4)3日開始逐步提產、降低燃料比,產量達3000噸,4日產量穩定在3250噸,煤比穩定150kg以上,實現了三天達產,五天達效。
(5)5日產量穩定在3300噸以上,9日后產量穩定在3500噸以上。
表5 恢復參數
|
日期 |
實際產量 |
利用系數 |
風溫 |
[Si] |
焦比 |
煤比 |
燃料比 |
焦炭負荷 |
風量 |
風壓 |
富氧 |
礦批 |
CO2 |
煤氣利用 |
|
1月31日 |
1021 |
1.21 |
909 |
1.40 |
819 |
60 |
880 |
2.93 |
1593 |
242 |
0 |
22.40 |
15.30 |
42.62 |
|
2月1日 |
2363 |
2.79 |
1125 |
0.49 |
486 |
138 |
623 |
3.44 |
2288 |
339 |
2332 |
26.18 |
16.50 |
38.02 |
|
2月2日 |
2784 |
3.29 |
1130 |
0.53 |
409 |
160 |
569 |
3.77 |
2310 |
348 |
4379 |
29.09 |
16.40 |
38.14 |
|
2月3日 |
2956 |
3.49 |
1133 |
0.59 |
411 |
160 |
572 |
3.90 |
2425 |
347 |
5081 |
29.71 |
17.30 |
44.94 |
|
2月4日 |
3278 |
3.87 |
1135 |
0.36 |
379 |
149 |
528 |
4.08 |
2518 |
343 |
5633 |
31.65 |
20.20 |
47.87 |
|
2月5日 |
3370 |
3.98 |
1137 |
0.29 |
365 |
159 |
524 |
4.06 |
2495 |
346 |
5693 |
32.50 |
19.4 |
47.20 |
4.3 開風口情況
表6 開風口時間
|
1月30日 |
11:58送風,堵2#、5#、7#、12#、15#、17#風口,16:10 5、7#風口吹開。 |
|
1月31日 |
14:07捅開17#風口 |
|
2月1日 |
1:30捅開15#風口;13:01捅開2#風口 |
|
2月2日 |
1#高爐14:57捅開12#風口。 |
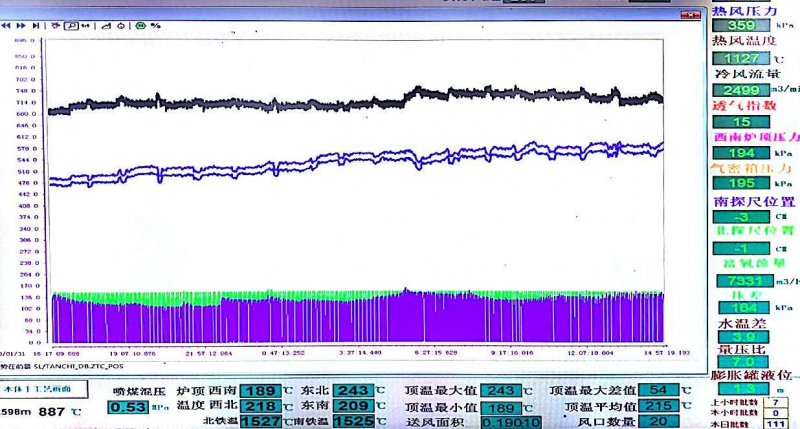
4.4 各參數趨勢情況
圖3 強化參數
4.5 開爐鐵水成分和渣堿
表7 鐵水成分和渣堿
|
爐次 |
Si |
Mn |
S |
P |
V |
Ti |
R2 |
|
001 |
4.03 |
1.80 |
0.043 |
0.19 |
0.04 |
0.14 |
1.06 |
|
002 |
2.74 |
1.45 |
0.049 |
0.17 |
0.04 |
0.14 |
0.96 |
|
003 |
0.82 |
1.23 |
0.047 |
0.13 |
0.04 |
0.10 |
0.97 |
|
004 |
0.67 |
1.15 |
0.050 |
0.17 |
0.04 |
0.09 |
0.94 |
|
005 |
0.51 |
0.89 |
0.055 |
0.16 |
0.04 |
0.08 |
1.06 |
|
006 |
0.44 |
0.77 |
0.039 |
0.16 |
0.04 |
0.06 |
1.13 |
4.6 開爐后指標提升明顯
表8 高爐主要指標
|
|
2019年 |
2020/2 |
2020/3 |
2020/4 |
2020/5 |
2020/2-5月 |
|
利用系數(t/m3.d) |
2.37 |
2.57 |
2.80 |
2.43 |
2.57 |
2.60 |
|
燃料比(Kg/tFe) |
535 |
571 |
543 |
547 |
558 |
525 |
|
綜合焦比(Kg/tFe) |
504 |
539 |
511 |
516 |
525 |
493 |
|
入爐焦比(Kg/tFe) |
388 |
392 |
370 |
377 |
377 |
378 |
|
噴煤比(Kg/tFe) |
146 |
147 |
145 |
145 |
151 |
147 |
|
風溫(℃) |
1138 |
1140 |
1148 |
1152 |
1150 |
1147 |
|
[Si](%) |
0.42 |
0.45 |
0.40 |
0.41 |
0.38 |
0.41 |
|
煤氣CO2 |
19.42 |
19.54 |
19.94 |
19.48 |
19.67 |
20 |
|
煤氣利用率% |
46.81 |
47.01 |
47.37 |
46.83 |
47.10 |
47 |
5 結語
龍鋼1#高爐通過采用先進的鐵口遠程自動搖控裝置,實現了高爐一鍵式自動化開口操作(已申報專利),安全順利實現開爐,并實現快速恢復和達產達效。
(1)本次開爐采用較大的初始風量和較快的加風節奏,爐況穩定順行,壓量關系穩定,透氣性適宜,下料均勻順暢,頂溫始終在可控范圍之內,未發生一次崩塌料、難行懸料和管道。一次鐵前從南場鐵口持續鼓入空氣和氧氣,提升了南場鐵口區爐缸溫度,改善了首次渣鐵流動性。
(2)送風后必須及時上負荷,一次鐵前負荷上至2.80-2.90倍,一次鐵后負荷上至3.00倍,爐溫迅速由4.0%降至1.0%,避免前期爐溫持續過高,影響加風和爐前出鐵。
(3)本次在1#爐南鐵口采用鐵口遠程自動搖控裝置,為龍鋼多年總結開爐經驗發明的出鐵裝置, 2019年4月再次申報專利,本次1#爐開爐又進行了創新,實現了一鍵式遠程自動開口操作。
(4)高爐點火后爐頂溫度上升較慢,一直在50-60℃左右徘徊,爐頂蒸汽較大,頂溫長期偏低,一次鐵前爐缸焊縫、本體持續滲水量增大,說明澆注的爐內積含水量較大。因些必須重視澆注爐缸的烘爐質量,盡量延長烘爐時間。
(5)科學精準配料和合理的送風參數,有利于快速提高爐缸整體溫度,促進了快速恢復和強化。
(6)裝爐料及送風后配加錳礦,控制鐵水錳在1.0%以上,有助于提高渣鐵流動性;渣控制走下限,鐵水硫控制在0.040-0.055%,消除了粘溝、粘罐,爐前勞動強度大幅度降低。
(7)在技術成熟、原燃料質量穩定的情況下,開爐總焦比可選在2.60-2.75t,渣堿選擇0.85-0.90倍,既能保證了爐缸積蓄足夠的熱量,又能保證渣鐵流動性好。
參考文獻
[1] 周傳典 《高爐煉鐵生產技術手冊》,北京:冶金工業出版社 2002.4
[2] 黃元發 《高爐煉鐵生產典型案例剖析》,北京:冶金工業出版社 2019.9