


李娜,張利飛,宋繼超
(安陽豫河永通球團有限責任公司,河南安陽455133 )
摘要:介紹了豫•河公司在回轉窖結圈的問題上,釆取的工藝攻關、優化工藝參數等一系列措施,實現了保護窯內氣氛、緩解回轉窯結圈的目的。
關鍵詞:結圈;質量;溫度
回轉窯結圈是鏈篦機一回轉窯球團生產中的常見問題之一,如果處理不及時,將造成停產或減產事故。處理時還會消耗大量勞動力,甚至損壞回轉窯或環冷機的耐火材料。結塊主要原因:生球質量差,在鏈篦機內粉化;鏈篦機焙燒強度不夠.入回轉窯內破裂后結塊。為了減少回轉窯結塊現象的發生,降本增效,降低職工勞動強度,安陽豫河永通球團有限責任公司(全文簡稱豫河公司)積極開展技術研究及工業試驗,優化工藝參數,在減少回轉窯結塊方面取得了顯著的效果。
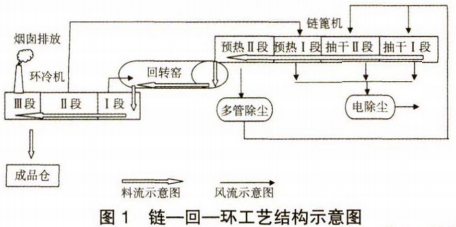
1鏈一回一環工藝結構(見圖1)
2原料理化性能
2.1含鐵原料
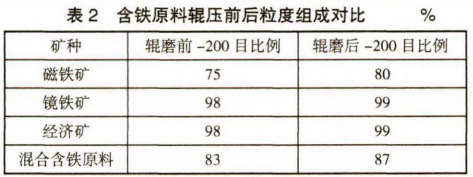
生產所用的鐵精礦全部為外購的磁鐵礦、鏡鐵礦、經濟礦。其化學成分、粒度組成見表1。磁鐵礦粒度較粗,在生產中配比控制在62%。國外經驗證明鐵精礦-200 目的含量應大于90%,國內要求應大于85%[1]但豫河公司混合含鐵原料(磁鐵礦為62%、鏡鐵礦為30%、硫酸渣為8% )-200目的含量約在83%,因此對含鐵原料進行輾壓處理以提高原料細度和比表面積。輾壓處理后原料粒度得到較大改善(見表2 )。

2.2膨潤土
膨潤土是一種優質的添加劑,不僅可以提高生球的落下強度,且在造球物料水分過高時起調節水分的作用,更重要的是它能提高生球干燥時的爆裂溫度。豫河公司所用的膨潤土為鈉基膨潤土,鈉基膨潤土黏結性強,可促進原料的滾動黏結成球,加快成球速度,提高成球率。其物理性能見表3。

3主要生產工藝參數對比分析
3.1穩定性對窯內氣氛的影響
3.1.1生球質量對窯內氣氛的影響
自豫河公司2011年3月份投產到目前一直致力于生球質量控制的研究,包括生球的強度、粒度及粒度組成。在生產中,通過調整膨潤土配比及造球加水量來控制生球質量,使生球質量滿足鏈一回一環生產要求。
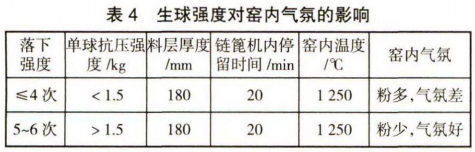
在生產過程中,生球落下強度過低,在生球運往鏈篦機布料過程中易產生裂紋甚至破碎,在干燥預熱中易產生大量粉末,導致入窯粉末增加,氣氛變差,容易結圈。通過提高膨潤土配比來提高生球強度,導致生球塑性好,球易變形,并且降低了球團礦品位,球團礦中SiO2含量高,不利于生產;同時生球長大速度減慢,產量降低,能耗升高。通過長期實踐, 生球落下強度控制在5~6次、單球抗壓強度大于1.5 kg為宜。生球強度對窯內氣氛影響結果見表4。
國內生球的適宜粒度一般為8~16 mm,最佳粒度在10-12 mm[2]生球粒度大,干燥時間長,影響生產率,同時生球粒度過大,干燥預熱不充分導致干球出現裂紋,入窯后破裂產生粉末,影響氣氛而結圈;粒度過小時,在鏈篦機篦板上就會形成漏料,影響正常抽風操作,生球透氣性差,干燥預熱不足入窯后產生粉末而結圈。在本公司生產中,嚴格控制生球粒度及粒度組成,使8~16 mm生球控制在85%以上。在造球崗位中針對生球質量進行強化管理.實施立項攻關,最終把生球落下強度控制在5~6次,抗壓強度大于1.5 kg/球,8~16 mm比例在85%以上。
3.1.2小時生球產量穩定性對窯內氣氛的影響
自豫河公司投產后,隨著生產的進一步順利進行,開始開展關于小時生球合格量的穩產勞動競賽活動,小時生球量上下波動+5 t,總結經驗后進一步控制小時生球量上下波動+1 I,并且保證每20 min生球量上下波動+3 t,達到了更穩定的效果。小時生球量的穩定有利于布料及回熱系統的穩定,小時生球量穩定后,窯內氣氛得到了很好的改善,窯內結圈現象得到了緩解。
3.2鏈篦機預熱II段風箱溫度對窯內氣氛的影響
鏈篦機干燥、預熱段的工藝溫度主要通過煙罩溫度來反映,操作時通過控制鏈篦機煙罩溫度,使其滿足工藝要求,保證干球質量;通過控制鏈篦機風箱溫度來控制風流流速,以保證生球預熱焙燒所需要的氧化氣氛。根據工藝流程圖知,抽干段熱源來自于預熱二段風箱回熱,在保證抽干段煙罩溫度合適的情況下,對預熱II段風箱溫度進行了優化對比,經生產試驗驗證:當預熱II段風箱溫度低于430℃時,鏈篦機預熱II段煙罩溫度低于960℃,干球預熱不充分,入回轉窯后裂紋、破碎的較多,系統內粉多,結圈比較嚴重;當預熱II段風箱溫度在430-480℃時,干球預熱效果好,預熱II段煙罩溫度穩定在960- 1 000℃,窯內粉少,結圈現象明顯減少;當預熱II段風箱溫度在高于480℃時,容易燒壞篦板,使篦板變形,影響設備使用壽命。
4結語
通過對含鐵原料棍壓處理,強化造球操作,生球落下強度控制在5~6次,單球抗壓強度大于1.5 kg,8~16 mm粒徑比例在85%以上;控制小時合格生球量上下波動+1 t,并且保證每20 min生球量上下波動+3 t;控制預熱II段風箱溫度在430-480℃,預熱II段煙罩溫度控制在960-1 000℃,生球質量得到改善、干球預熱效果好,窯內粉少,結圈現象減少,設備作業率提高了 3%,延長了回轉窯結圈周期,杜絕了前期經常停機處理回轉窯結圈大塊的現象。
參考文獻
[1] 張一敏.球團理論與工藝[M].北京:冶金工業出版社,1997.
[2] 張一敏.球團礦生產知識問答[M].北京:冶金工業出版社,200.