
姜大鵬1 王云良1 崔光耀1 王新2
(1.鞍山鋼鐵集團(tuán)公司冷軋廠 2.鞍山鋼鐵集團(tuán)公司線材廠鞍山114021)
【摘要】闡述了某廠酸洗活套的運(yùn)行狀況,分析了活套門的結(jié)構(gòu)和工作原理。總結(jié)出活套門損壞的幾種原因,并提出了行之有效的活套門調(diào)整方法,提高了活套門的更換速度和精度,延長了活套門使用壽命。
【關(guān)鍵詞】活套門;大擺臂;小擺臂
1引言
活套門的作用是在活套存儲帶鋼時支撐傳輸帶鋼,其擺動角度為90°,活套門的開啟和關(guān)閉由活套車上的滑道控制。存儲帶鋼時,活套車向傳動裝置方向運(yùn)行,活套門上的引輪沿活套小車上的滑道由大端移動到小端,擺動門關(guān)閉,完成帶鋼的存儲。反之,當(dāng)活套車向傳動裝置的反方向運(yùn)行時,活套門上的引輪沿活套車上的滑道由小端移動到大端,活套門開啟,完成帶鋼的輸岀,同時使活套小車順利通過。在活套中活套小車的作用一是利用小車上的轉(zhuǎn)向輾改變帶鋼的運(yùn)行方向,二是通過小車的滑道來實(shí)現(xiàn)活套門的開啟和關(guān)閉。
2活套門的結(jié)構(gòu)
活套門的結(jié)構(gòu)如圖1所示。活套門裝置在一個矩形框架內(nèi),布置在活套小車運(yùn)行軌道的兩側(cè)。它由一個四連桿機(jī)構(gòu)和一個曲柄滑塊機(jī)構(gòu)復(fù)合而成,并由小擺臂、拐臂、大擺臂的旋轉(zhuǎn)軸作為雙重連桿機(jī)構(gòu)的支點(diǎn)。
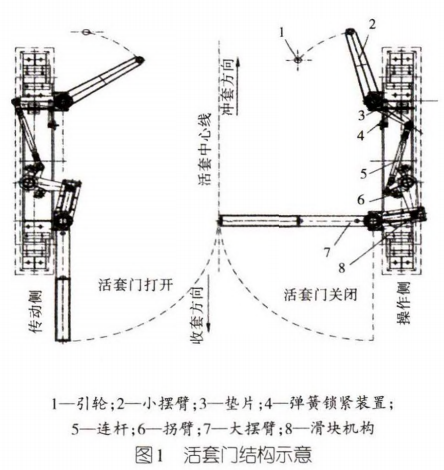
四連桿機(jī)構(gòu)的曲柄是個V形構(gòu)件,裝有引輪, 用以和活套小車上的滑道配合,并帶動小擺臂旋轉(zhuǎn);小擺臂上裝有月牙板和與之配合的彈簧鎖緊機(jī)構(gòu)。月牙板上帶有2個鎖緊用的半圓凹槽,鎖緊機(jī)構(gòu)的頭部是滾輪軸承,用于活套門開閉狀態(tài)的定位.鎖緊力由插銷軸上的彈簧確定。四連桿機(jī)構(gòu)的連桿是一個可調(diào)節(jié)長度的絲桿,用來在安裝時調(diào)整活套門的開閉位置
拐臂是個V形構(gòu)件,一端作為四連桿機(jī)構(gòu)的擺桿,一端作為曲柄機(jī)構(gòu)的曲柄。對于曲柄滑塊機(jī)構(gòu),活套門的開閉位置正好是該機(jī)構(gòu)的兩個支點(diǎn),這就保證了帶鋼對活套門的撓動不會通過雙重連桿機(jī)構(gòu)傳動給小擺臂,不影響活套門系統(tǒng)的鎖緊和定位。這就是雙重連桿活套門結(jié)構(gòu)最顯著的優(yōu)點(diǎn)。
曲柄滑塊機(jī)構(gòu)的擺臂上裝有支撐帶鋼的托輻這個裝有托銀的擺臂稱作大擺臂。
初始設(shè)計(jì)時在拐臂上裝有活套門開閉狀態(tài)的信號檢測裝置,但是根據(jù)現(xiàn)場實(shí)際,把其中一個檢測活套門打開位置的信號挪到了旁邊的水泥立柱上,在附近設(shè)置有2個限位開關(guān),用以檢測活套門開閉成功與否,并把信號反饋給機(jī)組控制系統(tǒng),也作為故障自動識別裝置。
3活套門損壞常見原因及預(yù)防措施
3.1活套掉張力確認(rèn)不夠
(1) 原因:機(jī)組生產(chǎn)過程中,活套掉張力后需要重新建張力才能生產(chǎn)。由于工作人員確認(rèn)不仔細(xì),導(dǎo)致帶鋼進(jìn)入活套門大擺臂下方,使活套門損壞。
(2) 預(yù)防措施:設(shè)備人員機(jī)旁確認(rèn)活套車與活套門的實(shí)際位置,生產(chǎn)操作人員在機(jī)旁手動繃緊,當(dāng)設(shè)備人員確認(rèn)活套門的位置正常時,生產(chǎn)人員再建張力。可以利用活套車上立式托輾的支架向外再引出幾根托輾,這樣活套再建張力時也不會使帶鋼進(jìn)入大擺臂的下方。
3.2小擺臂引輪脫落
(1) 原因:小擺臂引輪上滾輪軸承的止動墊板螺栓松動,導(dǎo)致滾輪軸承脫落。當(dāng)活套車通過時, 活套門的大擺臂沒有及時打開,活套車撞擊大擺臂,活套門損壞。
(2)預(yù)防措施:在引輪滾輪軸承的止動墊板上 增加防松墊,見圖2。

3.3 大小擺臂的軸承座螺栓松動
(1) 原因:聯(lián)合機(jī)組酸洗段共有三層活套,其入口活套需要將鋼卷通過焊接實(shí)現(xiàn)連續(xù),所以每卷鋼卷的生產(chǎn)過程中都會經(jīng)歷停機(jī)、加速、恒速、減速、停機(jī)的過程,對活套門的沖擊力是很大的。導(dǎo)致入口小擺臂的軸承座螺栓松動,輕者小擺臂與活套車滑道口撞擊加大,嚴(yán)重時引輪不能進(jìn)入滑道口,活套車撞擊大擺臂,活套門損壞。
(2)預(yù)防措施:制定周期緊固活套門軸承座螺栓的規(guī)程;活套門大小擺臂軸承座螺栓增加背帽; 日常點(diǎn)檢過程中,注意大小擺臂軸承座與墊片的縫隙;日常點(diǎn)檢過程中,注意觀察大小擺臂軸承座的兩側(cè)擋塊是否脫落。
3.4 小擺臂V形構(gòu)件與轉(zhuǎn)軸開焊
(1) 原因:在新品制造過程中,有時存在焊肉少,強(qiáng)度低的現(xiàn)象。在活套車與活套門反復(fù)沖擊下,存在開焊裂紋的現(xiàn)象。
(2) 預(yù)防措施:增加筋板,數(shù)量根據(jù)現(xiàn)場實(shí)際而定,見圖3。

3.5鎖緊裝置不起定位作用
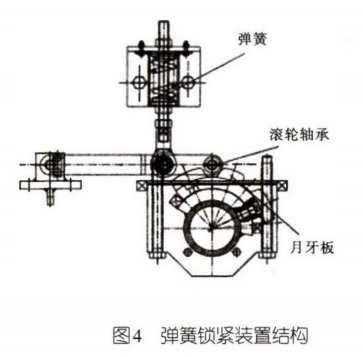
(1) 原因:彈簧鎖緊裝置里面的彈簧折斷;鎖緊裝置端部的滾輪軸承損壞;彈簧預(yù)緊拉桿的背帽向緊固方向旋轉(zhuǎn),端部滾輪不能完全壓入月牙板兩個凹槽里面。
(2)預(yù)防措施:在生產(chǎn)過程中.注意觀察小擺臂打開和關(guān)閉時的力度;利用機(jī)組停機(jī)機(jī)時間檢查上述部件。
彈簧鎖緊裝置結(jié)構(gòu)見圖4。
3.6連桿兩側(cè)背帽松動
(1) 原因:滑塊與大擺臂滑槽的端部擋板間隙不足,在活套門反復(fù)開關(guān)時存在死點(diǎn),連桿受力后背帽松動。
(2)預(yù)防措施:在生產(chǎn)過程中,注意活套門的滑塊與端部擋板的間隙,間隙最佳值為20~30mm(見圖5)。

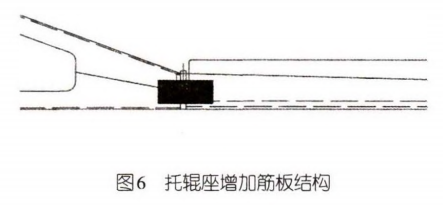
3.7大擺臂的托輾座焊口開焊
(1) 原因:在新品制造過程中,有時存在焊肉焊少,強(qiáng)度低的現(xiàn)象。在帶鋼的重力作用下,存在開焊裂紋的現(xiàn)象。
(2)預(yù)防措施:在托輾座兩側(cè)增加筋板(見圖6)。
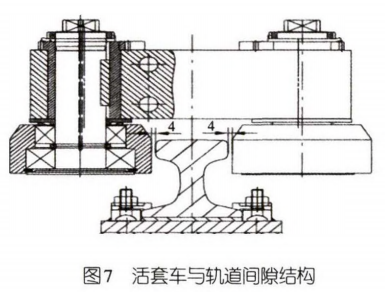
3.8 活套車側(cè)導(dǎo)輪與軌道間隙大
(1) 原因:活套車在軌道運(yùn)行過程中,走行輪兩側(cè)的側(cè)導(dǎo)輪與軌道摩擦磨損,間隙變大。活套車滑道與引輪位置偏移,相互撞擊增大。
(2) 預(yù)防措施:定期檢查側(cè)導(dǎo)輪的磨損量及側(cè)導(dǎo)輪與軌道的間隙,側(cè)導(dǎo)輪與軌道間隙每側(cè)不得超過4mm(見圖7)。
3.9帶鋼刮壞活套門
(1) 原因:兩卷帶鋼焊縫不良,在活套里面焊縫開焊造成帶鋼刮壞活套門。
(2) 預(yù)防措施:焊工嚴(yán)把焊縫質(zhì)量關(guān),焊縫不好嚴(yán)禁放入活套里面。
3.10 大擺臂滑板與滑塊的間隙過大
(1) 原因:滑板與滑塊之間的間隙過大,會導(dǎo)致活套門打開時間延時。嚴(yán)重時活套車滑道直接撞擊活套門。
(2) 預(yù)防措施:該間隙不得大于0.5 mm,如果超出此間隙可以在大擺臂滑道和滑板之間增加墊片進(jìn)行調(diào)整。如果滑塊磨損嚴(yán)重,需更換新品。
4 活套門調(diào)整
4.1活套門安裝的特點(diǎn)和難點(diǎn)
活套門安裝的特點(diǎn)是安裝精度高、零部件繁瑣、傳動構(gòu)件多、結(jié)構(gòu)復(fù)雜。另外.本體設(shè)備上需要測量的數(shù)據(jù)多,設(shè)備必須在打開和關(guān)閉狀態(tài)下都滿足精度要求。
4.2活套門調(diào)整
4.2.1 大小擺骨的垂直度
大小擺臂安裝時,首先保證軸承座下方的墊片滿足圖紙要求,厚度10mm。然后利用鉛錘檢查, 調(diào)整大小擺臂的垂直度不超過0.5mm/1000mm。
4.2.2 小摟骨引輪尺寸調(diào)整
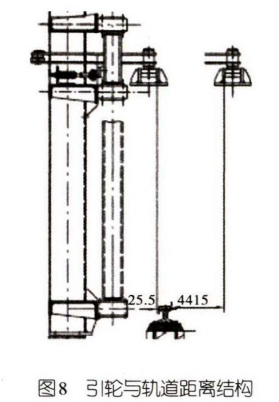
小擺臂的引輪尺寸是調(diào)整的關(guān)鍵,在安裝時,引輪尺寸的確定是通過機(jī)組軋制中心線調(diào)整岀來的, 公差為0.5mm/1000mm。機(jī)組生產(chǎn)后再通過軋制線調(diào)整就不方便了。由于活套車的運(yùn)行軌道基本不動, 而且側(cè)面基本也不磨損,所以在現(xiàn)場更換活套門后, 測量引輪尺寸以軌道為準(zhǔn)。通過理論計(jì)算,關(guān)閉位置為25.5 mm,打開位置為441.5 mm。在現(xiàn)場尺寸取整為26mm和442mm,調(diào)整范圍可以控制在26±3mm和442 ± 3mm。如圖8所示,調(diào)整方法如下所述。
(1) 調(diào)整軸承座下面墊片的厚度:如果小擺臂的引輪尺寸一個數(shù)值大,一個數(shù)值小,可以通過減少和增加軸承座的墊片厚度來調(diào)整引輪尺寸。但是軸承座的厚度不能增加太多,否則容易與活套車相刮。
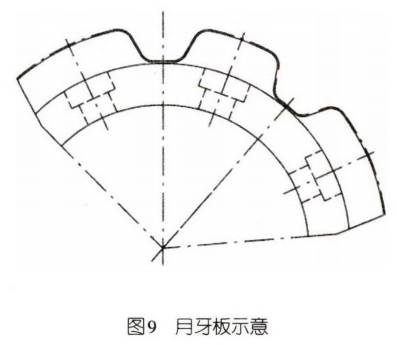
(2)改變月牙板孔形狀:月牙板的三個孔為圓孔,為了調(diào)整方便改成長條孔,見圖9。
(3)改變月牙板一側(cè)厚度:月牙板表面淬火層為3+2mm,如果在調(diào)整時發(fā)現(xiàn)一個尺寸滿足要求, 另外一個尺寸不滿足要求,可以打磨月牙板一側(cè)進(jìn)行調(diào)整。為了避免磨錯方向,可以在鎖緊裝置的滾輪軸承和月牙板之間墊塞尺的方法確定打磨側(cè)面。
(4)通過連桿調(diào)整:松開連桿兩側(cè)背帽,來回旋轉(zhuǎn)連桿也可以進(jìn)行微調(diào),調(diào)整完畢背帽擰緊。小擺臂尺寸調(diào)整完畢,擋塊緊貼月牙板兩側(cè)后,焊接牢固。
4.2.3 大擺臂調(diào)整
(1) 首先需要兩側(cè)大擺臂處于關(guān)閉狀態(tài),兩側(cè) 擺臂托輻座處于同一水平狀態(tài)。
(2)然后同時調(diào)整操作側(cè)和傳動側(cè)托輻水平, 不僅單側(cè)托輻水平控制在0.10mm/1000mm以內(nèi),而且兩側(cè)托車?yán)ヒ惨刂圃?.10mm/1000mm以內(nèi)。
有兩種調(diào)整方法:方法一是在托輻座下方增加墊片,方法二是改變托銀座放置方向。
(3) 兩側(cè)托輾座水平相錯的調(diào)整方法是通過大擺臂里面滑塊的偏心軸進(jìn)行調(diào)整,如果相錯較大,可以采用烘烤大擺臂滑道進(jìn)行強(qiáng)制調(diào)整。也可以調(diào)整連桿進(jìn)行微調(diào)。但是無論如何調(diào)整都必須保證滑塊和端板的距離在20-30 mm范圍內(nèi)。
5 結(jié)語
活套門故障在許多臥式活套的機(jī)組上均有發(fā)生,每次故障引起停機(jī)生產(chǎn)損失很大。必須及時找出損壞原因,減少或者避免類似故障的發(fā)生。要總結(jié)調(diào)整方法,縮短調(diào)整時間,在精度和功能兩個方面保證機(jī)組正常生產(chǎn)。
(1) 定期進(jìn)行螺栓緊固并檢查各處擋塊是否脫落。
(2)定期進(jìn)行活套門尺寸測量及觀察活套車與活套門引輪的位置。在檢查時可以讓生產(chǎn)慢速反復(fù)沖放料,觀察活套門打開和關(guān)閉時的引輪配合狀態(tài)是否正常。
(3) 定期檢查旋轉(zhuǎn)部位潤滑狀態(tài)是否滿足要求。
參考文獻(xiàn)
[1] 王革勛,張中華.冷軋活,套擺動門安裝技術(shù)[J].天津冶金,2010(5).
[2] 肖永利,郭培軍.連續(xù)機(jī)組活套擺動門機(jī)構(gòu)分析及研究[J].寶鋼技術(shù),2003(2).