
張永剛 楊建 孫智慧
(承德釩鈦新材料有限公司 工程公司)
摘要:本文介紹熱軋1780mm生產線自動控制鋼卷去向功能的設計原理和實際應用情況,帶卷從卷取機下線到稱重直至入庫跟蹤,闡述自動控制鋼卷去向功能在實際軋鋼過程中的應用。
關鍵詞:自動控制、熱軋帶鋼、鋼卷去向
0 引言
此項目實施前熱軋1780mm生產線卷取操作工在鋼卷下線的時候需要對照整體產銷系統,查詢各鋼卷的計劃去向鋼卷庫,進行手動從卷取步進梁操作畫面(圖一)中操作1780mm生產線的WB3步進梁和WB4步進梁進行分配鋼卷,從而實現鋼卷按照整體產銷系統中計劃的鋼卷去向運到對應的鋼卷庫。
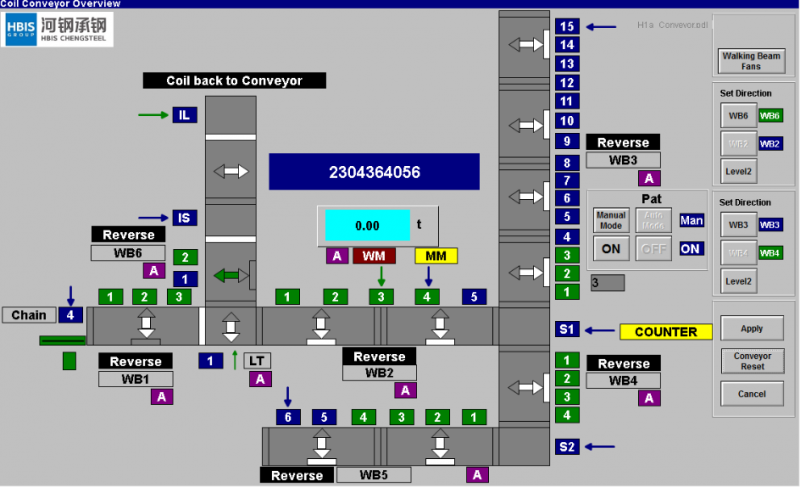
圖1
一級軋線系統,操作工在步進梁操作畫面選擇接卷的控制按鈕,如果選擇WB3,則3#步進梁將進行接卷,從而鋼卷將沿著3#步進梁向前走,直到北庫。如果選擇WB4,則鋼卷將沿著4#步進梁將進行接卷,從而鋼卷將沿著4#步進梁向前走,直到南庫。
手動控制鋼卷入庫會造成了以下問題:
(1)手動控制鋼卷入庫方式造成1780mm生產線卷取運輸鏈3#、4#步進梁動作慢,這個問題直接影響1780mm生產線的整體軋制節湊,而影響1780mm生產線提高軋制節湊,是制約年產量提高的重要瓶頸問題。
(2)手動控制鋼卷入庫方式使板帶事業部需要在1780mm生產線的卷取區域專門設置一名操作工用來根據整體產銷系統中計劃的鋼卷去向進行鋼卷下線手動操作,如果鋼卷能夠自動根據計劃入庫將為板帶事業部節省一個操作崗位。
(3)手動控制鋼卷入庫方式造成每卷鋼的平均運輸時間增加,制約了卷取區域的運輸能力。
(4)由于手動控制鋼卷入庫,容易因人為原因造成鋼卷入錯庫,造成鋼卷在出庫裝車的時候無法快速準確的找到,耽誤出庫時間。
1 系統總體思路
此項目以熱軋1780mm生產線基礎自動化(簡稱一級)、1780mm生產線過程自動化(簡稱二級)和整體產銷系統(簡稱三級)三個項目為基礎平臺,貫穿一級、二級和三級。在三級計劃編訂界面根據鋼卷最終的運輸方式(即汽運或者火運),編制帶有鋼卷去向(也就是最終的鋼卷入庫對應的鋼卷庫,即1780南成品庫或者1780北成品庫,一般情況下汽運的鋼卷入1780北成品庫,火運的鋼卷入1780南成品庫)字段的軋鋼軋制計劃,三級系統將數據進行處理后通過三級接口,采用TCP/IP通訊方式將軋制計劃信息發送給1780mm生產線二級系統,再由1780mm生產線二級系統將鋼卷去向信息進行處理并以出口設定點方式發送給1780mm生產線一級系統,最終由1780mm生產線一級系統通過TDC根據當時負責的物料跟蹤情況控制現場設備進行動作,最終實現成品鋼卷根據實際發運需要自動存放在相應的成品庫,改變鋼卷手動控制入庫方式,實現鋼卷自動入庫。
2 技術方案
2.1 三級部分修改內容:
修改三級程序,使軋制計劃編制人員在編制軋制計劃時,系統根據成品鋼卷訂單中的運輸方式自動對應相應的成品庫,并將最終鋼卷入哪個成品庫的信息通過軋制計劃發送給二級系統。
2.2 二級部分修改內容:
修改二級系統,使二級系統能夠正常接收三級系統發送的帶有鋼卷最終入哪個成品庫的軋制計劃,并對數據進行處理,最終生成設定點,發送給一級。
2.3 一級部分修改內容:
修改TDC功能模塊使之能夠正常接收到二級發送的鋼卷去向信息,成功處理此信息,并按此信息控制具體鋼卷的去向,使鋼卷到達WB3和WB4步進梁中間并且操作工選擇由二級控制鋼卷去向時,WB3或者WB4步進梁能夠自動接卷,最終實現成品鋼卷能夠按照計劃中的鋼卷去向走到對應的鋼卷庫中。
3 主要功能
3.1 實現了計劃編制人員根據客戶訂單情況對鋼卷入庫進行控制。
計劃編制人員可以從訂單錄入畫面中確定鋼卷的運輸方式,如下圖二。不同的運輸方式對應不同的鋼卷庫。一般情況下需要汽運的鋼卷入北成品庫,需要火運的鋼卷入南成品庫。
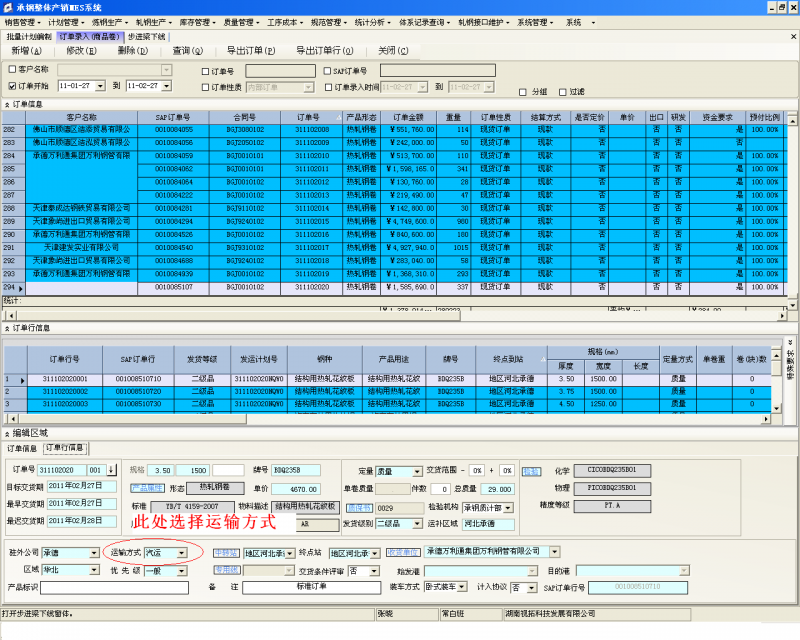
圖2
3.2 三級系統對鋼卷去向數據的處理
三級系統根據運輸方式確定成品鋼卷入哪個鋼卷庫生成帶有鋼卷去向字段的軋制計劃,并將帶有鋼卷去向字段的軋制計劃發送給1780mm生產線二級系統。
3.3 1780mm生產線二級系統對鋼卷去向信息的處理。
將鋼卷去向信息進行處理并以出口設定點方式發送給1780mm生產線一級系統。
3.4 1780mm生產線一級系統對鋼卷去向信息的處理
如果卷取步進梁操作畫面中選擇的是按鈕Level2,1780mm生產線一級系統通過TDC根據當時負責的物料跟蹤情況和二級設定點中鋼卷去向控制現場設備進行動作,最終實現成品鋼卷根據實際發運需要自動存放在相應的成品庫。
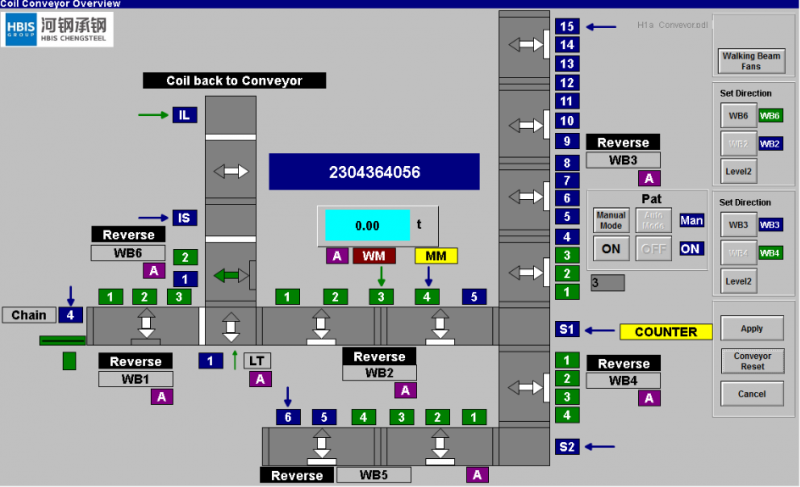
圖3
4 關鍵技術
本項目需要使用C#.net語言、C++語言、PCS7進行編程,并用西門子專用工具進行表結構和報文結構的修改,同時需要對西門子二級控制系統進行二次開發。在承鋼范圍內首次完成了一級、二級和三級的貫通,實現了從軋制計劃制定到最終成品存放的有效管理,改善了1780mm生產線手工操作步進梁的現狀,實現了三級計劃員根據成品鋼卷運輸方式在計劃中指定成品庫,再由二級將每卷鋼的鋼卷去向設定傳輸給一級,最終根據跟蹤情況對步進梁進行操作,提高了計劃的目的性、準確性,減少了操作工的工作量,提高鋼卷入庫的準確性和1780mm生產線的軋制節奏。
5 項目實施效果
此項目的完成能夠帶來以下效益和成果:
(1)解決困擾提高軋制節奏的卷取運輸鏈3#、4#步進梁動作節奏慢這個軋線瓶頸問題,有效提高了1780mm生產線的軋制節奏,年提高了1780mm生產線的產量約為43800噸。
(2)為板帶事業部節省一個定置操作崗位共減少4人。
(3)提高運輸區域的運輸能力,減少平均每卷鋼的運輸時間。
(4)避免了由于人工因素造成的鋼卷挑庫走向錯誤。
參考文獻
[1] 郭勝,秦岸,馬麗.C#.NET程序涉及程序. [M] 北京:清華大學出版社,2002
[2] 西門子二級系統附帶操作說明
[3] 承鋼整體產銷系統設計說明書