
李金良
(承德鋼鐵集團(tuán)有限公司 河北 承德067000)
摘要:高強(qiáng)鋼材的鋼板具有多重優(yōu)勢(shì),較之普通鋼材,采用高強(qiáng)的鋼板制作鋼結(jié)構(gòu)可有效減少鋼材的用量從而減少施工量及相關(guān)涂料與配件的使用量,從交通方面來(lái)講也降低了運(yùn)輸壓力,能做到有效的控制成本,。從應(yīng)用上來(lái)講,高強(qiáng)鋼板的整體穩(wěn)定系數(shù)比普通鋼材有所加強(qiáng)。因此高強(qiáng)鋼需求較高,但因生產(chǎn)超厚高強(qiáng)鋼需要的機(jī)電的設(shè)備能力較大,工藝技術(shù)先進(jìn),因此生產(chǎn)的產(chǎn)量較少。同時(shí)厚帶鋼生產(chǎn)在行業(yè)中一直存在的共性問(wèn)題,其中最普遍的就是:要求機(jī)電的承載能大,生產(chǎn)過(guò)程存在跑偏、劃傷等現(xiàn)象;張力不夠?qū)е逻叢抗嗡海痪砣∵^(guò)程中出現(xiàn)塔型;卸卷過(guò)程中出現(xiàn)卡鋼。
關(guān)鍵詞:高強(qiáng)鋼材;機(jī)電;張力;卷取
0 引言
冷軋鍍鋅產(chǎn)線(xiàn)生產(chǎn)厚規(guī)格及高強(qiáng)鋼主要有以下幾個(gè)問(wèn)題?
1、入口1#、2#無(wú)法自動(dòng)穿帶,穿帶過(guò)程中存在刮鋼現(xiàn)象,同時(shí)穿帶過(guò)程中存在跑偏現(xiàn)象,導(dǎo)致帶鋼刮撕。
2、穿帶到4#匯聚夾送輥,帶鋼在穿過(guò)4#夾送輥時(shí),會(huì)造成未穿過(guò)去后起套或帶頭穿過(guò)后插入導(dǎo)板下方問(wèn)題。
3、焊機(jī)出口夾送輥為液壓馬達(dá)驅(qū)動(dòng),厚度不同導(dǎo)致,液壓馬達(dá)實(shí)際速度不同,導(dǎo)致焊機(jī)出口定位不準(zhǔn)確,出口側(cè)出現(xiàn)無(wú)套量或套量太少,導(dǎo)致無(wú)法自動(dòng)焊接。
4、焊機(jī)出口,5#夾送輥與1#張力輥之間無(wú)拖輥,厚帶鋼過(guò)重,導(dǎo)致帶鋼會(huì)搭到1#張力上,動(dòng)作時(shí)會(huì)造成帶鋼之間剮蹭。
5、入出口活套套量較小,正常情況下焊機(jī)只有1#重焊機(jī)會(huì),出現(xiàn)故障后就會(huì)造成工藝段降速甚至停車(chē)。
6、出口剪切完成后,帶鋼在8#張力輥打滑、帶鋼向后倒退問(wèn)題,穿帶過(guò)程中起套及跟蹤定位不準(zhǔn)問(wèn)題,卷取過(guò)程中跑偏等。
7、卸卷過(guò)程中帶鋼卡鉗口,在芯軸收縮過(guò)程中小車(chē)下降無(wú)法卸卷問(wèn)題。
1 入口跑偏、劃傷及起套問(wèn)題優(yōu)化
1.1 優(yōu)化4#夾送輥程序,當(dāng)帶頭從等待位穿帶到焊機(jī)時(shí),提前將匯聚夾送輥關(guān)閉到中間,當(dāng)帶頭穿過(guò)匯聚夾送輥時(shí),完全關(guān)閉匯聚夾送輥,同時(shí)現(xiàn)場(chǎng)放線(xiàn),增加夾送輥中間位置檢測(cè)接近開(kāi)關(guān)。
1.2 程序優(yōu)化開(kāi)卷機(jī)壓輥動(dòng)作時(shí)序,當(dāng)檢測(cè)到開(kāi)卷機(jī)上卷為厚帶鋼時(shí),壓輥提前壓下,保證帶頭可以順利進(jìn)入夾送輥,同時(shí)配合機(jī)械校準(zhǔn)夾送輥及矯直機(jī)水平度,保證帶鋼不跑偏,矯直機(jī)增加帶鋼大于5mm后全程壓下功能,跑線(xiàn)后不打開(kāi),確保帶鋼不剮蹭。
1.3 優(yōu)化1#張力輥組與5#夾送輥速度,增加1#張力輥速度超前5#夾送輥速度,保證帶鋼處于拉直狀態(tài),不與1#張力輥表面帶鋼之間剮蹭,同時(shí)優(yōu)化5#夾送輥動(dòng)作時(shí)序。
2 優(yōu)化焊機(jī)出口套量
優(yōu)化焊機(jī)出口套量,根據(jù)不同厚度對(duì)應(yīng)PDA記錄的焊機(jī)出口夾送輥速度,對(duì)主線(xiàn)速度進(jìn)行優(yōu)化,鍍鋅線(xiàn)厚度范圍為0.5-6.0規(guī)格,在此規(guī)格范圍內(nèi)分為7組厚度,根據(jù)不同厚度范圍分配不同的主線(xiàn)速度。保證了出口套量的穩(wěn)定,避免出現(xiàn)套量過(guò)大后無(wú)套的情況。
2.1 焊機(jī)側(cè)定位邏輯不變。
2.2 主線(xiàn)定位:根據(jù)以往規(guī)格中,不同厚度對(duì)應(yīng)PDA記錄的焊機(jī)出口夾送輥速度,對(duì)主線(xiàn)速度進(jìn)行優(yōu)化,鍍鋅線(xiàn)厚度范圍為0.5-6.0規(guī)格,在此規(guī)格范圍內(nèi)分為7組厚度,根據(jù)不同厚度范圍分配不同的主線(xiàn)速度。(FC1830 NETWORK 7)
2.3 不同厚度對(duì)應(yīng)速度分配表
1.0mm以下----------60m/min
1.0mm-2.0mm-----------59m/min
2.0mm-3.0mm-----------58m/min
3.0mm-4.0mm-----------56m/min
4.0mm-4.8mm-----------55m/min
4.8mm-5.4mm-----------52m/min
5.4mm以上-----------50m/min
3 活套套量?jī)?yōu)化
將入出口活套急停位、快停位后移,保證安全停車(chē)的前提下,提高活套的工作區(qū)間,增加帶鋼運(yùn)行使用,保證焊機(jī)及入出口的穩(wěn)定 。
3.1 入口活套
3.1.1 入口活套原始值
活套激光測(cè)距空套位程序保護(hù)快停位軟極限位為-0.0113“地址DB1281.DBD224”
活套激光測(cè)距滿(mǎn)套位程序保護(hù)快停位軟極限位為1.0113“地址DB1281.DBD228”
活套車(chē)工作區(qū)間100%對(duì)應(yīng)的量程為47.932m“地址 DB1281.DBD208”
活套偏置值為12.82m,當(dāng)空套的零位發(fā)生變化時(shí)(即0%的位置)需要修改此偏置值“地址DB1281.DBD212”
活套套量100%對(duì)應(yīng)激光測(cè)距實(shí)際值為8.052m
活套套量0%對(duì)應(yīng)激光測(cè)距實(shí)際值為55.984m
活套車(chē)工作區(qū)間0%—100%距離=55.984-8.052=47.932m
3.1.2 位置修改完成后快停位激光測(cè)距的實(shí)測(cè)值
入口空套快停激光測(cè)距值為58.8m
空套零位為快停前0.6m即58.2m
入口滿(mǎn)套快停激光測(cè)距值為4.17m
滿(mǎn)套零位為快停前0.6m即4.77m
入口活套車(chē)0%-100%區(qū)域距離為58.2-4.77=53.43m
入口側(cè)偏置值為58.2-47.932-8.052=2.216m
3.1.3 調(diào)試修改步驟
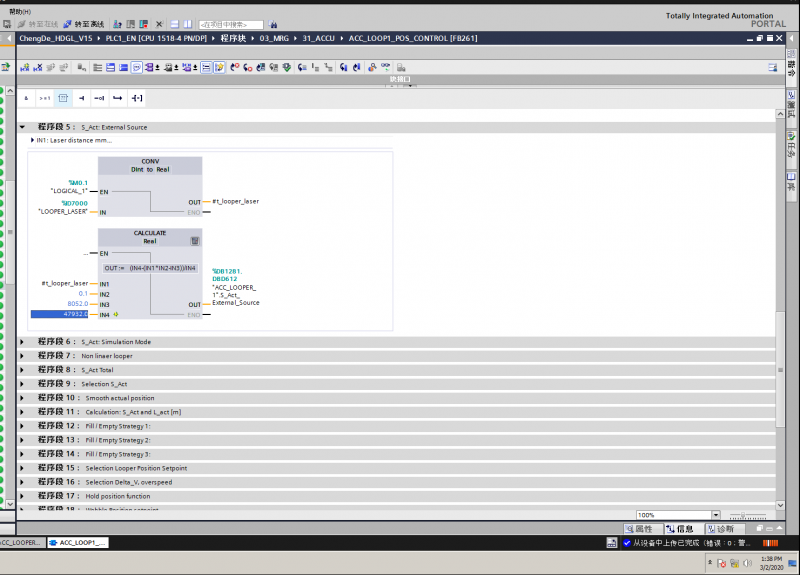
第一步標(biāo)定滿(mǎn)套位激光測(cè)距值(FB261的network5中0%套量激光測(cè)距值8052改為4770;活套車(chē)工作區(qū)間值47932改為51214;DB1281塊中100%區(qū)間對(duì)應(yīng)的量程47.932改為51.214)修改完成觀察全線(xiàn)跟蹤。
第二部標(biāo)定空套位激光測(cè)距值(FB261的network5中活套車(chē)工作區(qū)間值51214改為53430;DB1281塊中100%區(qū)間對(duì)應(yīng)的量程“地址DB1281.DBD208”51.214改為53.43,偏置值“地址DB1281.DBD212”12.28改為10.064)。
第三步若修改完成后跟蹤有偏差是可以微調(diào)固定部分長(zhǎng)度“地址DB1281.DBD236”,根據(jù)現(xiàn)場(chǎng)焊縫實(shí)際位置判斷增加及減少,如果焊縫檢測(cè)窗口提前打開(kāi),則需要減少此固定部分長(zhǎng)度,如果焊縫檢測(cè)窗口靠后,則需要增加此固定部分長(zhǎng)度。
第四步畫(huà)面已增加SEGMENT值,如果焊縫跟蹤位置不正確,可根據(jù)焊縫實(shí)際位置同步跟蹤畫(huà)面,在OVERVIEW總畫(huà)面中右側(cè)選擇要同步的焊縫號(hào)及要同步位置的SEGMENT值即可同步。
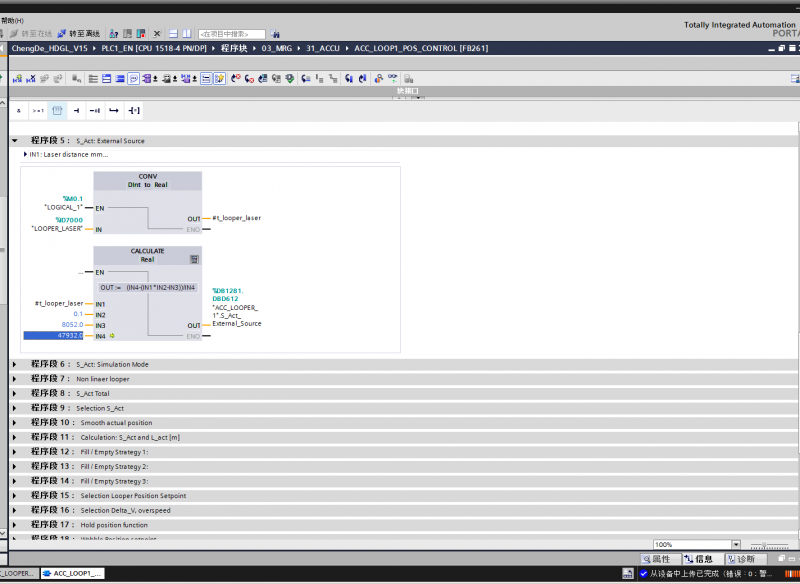
圖一FB261
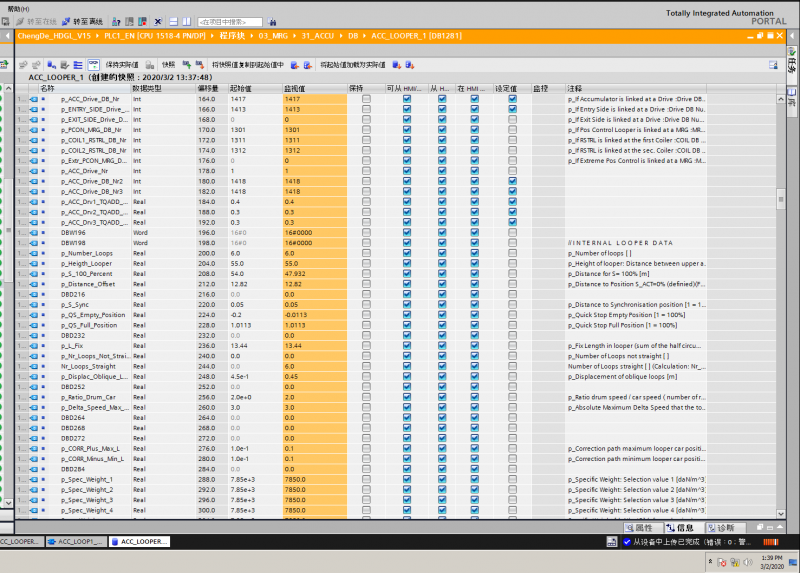
圖二DB1281
3.2 出口活套
3.2.1 出口活套原始值
活套激光測(cè)距空套位程序保護(hù)快停位軟極限位為-0.006“地址DB1281.DBD224”
活套激光測(cè)距滿(mǎn)套位程序保護(hù)快停位軟極限位為1.006“地址DB1281.DBD228”
活套車(chē)工作區(qū)間100%對(duì)應(yīng)的量程為39m“地址 DB1281.DBD208”
活套偏置值為17m,當(dāng)空套的零位發(fā)生變化時(shí)(即0%的位置)需要修改此偏置值“地址DB1281.DBD212”
活套套量100%對(duì)應(yīng)激光測(cè)距實(shí)際值為7.6m
活套套量0%對(duì)應(yīng)激光測(cè)距實(shí)際值為46.6m
活套車(chē)工作區(qū)間0%—100%距離為46.6-7.6=39m
3.2.2 位置修改完成后快停位激光測(cè)距的實(shí)測(cè)值
出口空套快停激光測(cè)距值為49.32m
空套零位為快停前0.6m即48.72
出口滿(mǎn)套快停激光測(cè)距值為4.13m
滿(mǎn)套零位為快停前0.6m即4.73m
出口活套車(chē)0%-100%區(qū)域距離為48.72-4.73=43.99m
入口側(cè)偏置值為48.72-39-7.6=2.12m
3.2.3 調(diào)試修改步驟
第一步標(biāo)定滿(mǎn)套位激光測(cè)距值(FB261的network5中0%套量激光測(cè)距值7.6改為4.73;活套車(chē)工作區(qū)間值39改為41.87;DB1281塊中100%區(qū)間對(duì)應(yīng)的量程39改為41.87)修改完成觀察全線(xiàn)跟蹤。
第二步標(biāo)定空套位激光測(cè)距值(FB261的network5中活套車(chē)工作區(qū)間值41.87改為43.99;DB1281塊中100%區(qū)間對(duì)應(yīng)的量程“地址DB1281.DBD208”41.87改為43.99,偏置值“地址DB1281.DBD212”17改為14.88)。
第三步若修改完成后跟蹤有偏差是可以微調(diào)固定部分長(zhǎng)度“地址DB1281.DBD236”,根據(jù)現(xiàn)場(chǎng)焊縫實(shí)際位置判斷增加及減少,如果焊縫檢測(cè)窗口提前打開(kāi),則需要減少此固定部分長(zhǎng)度,如果焊縫檢測(cè)窗口靠后,則需要增加此固定部分長(zhǎng)度。
第四步畫(huà)面已增加SEGMENT值,如果焊縫跟蹤位置不正確,可根據(jù)焊縫實(shí)際位置同步跟蹤畫(huà)面,在OVERVIEW總畫(huà)面中右側(cè)選擇要同步的焊縫號(hào)及要同步位置的SEGMENT值即可同步。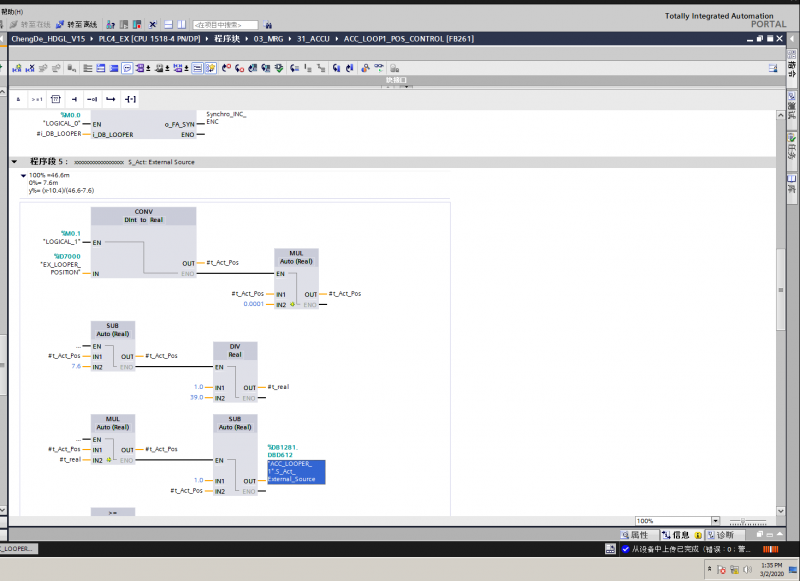
圖一FB261
圖二DB1281
4 張力優(yōu)化
優(yōu)化全線(xiàn)張力上限值,保證超厚高強(qiáng)鋼張力滿(mǎn)足產(chǎn)線(xiàn)要求。
4.1 張力前后優(yōu)化表
|
序號(hào) |
名稱(chēng) |
優(yōu)化前最大張力 |
優(yōu)化前最大張力 |
|
1 |
開(kāi)卷機(jī) |
50KN |
30KN-40KN |
|
2 |
冷卻塔 |
90KN |
110KN |
|
3 |
平整機(jī)入口 |
140KN |
170KN |
|
4 |
平整機(jī)出口 |
140KN |
170KN |
|
5 |
后處理塔 |
100KN |
120KN |
|
6 |
卷取機(jī) |
120KN |
150KN |
4.2 優(yōu)化入口開(kāi)卷機(jī)張力控制邏輯,根據(jù)卷徑大小,自動(dòng)匹配張力限幅,張力設(shè)定值為40KN,根據(jù)卷徑大小自動(dòng)線(xiàn)性限制設(shè)定值,0-10KN對(duì)應(yīng)卷徑為1.5-2m,當(dāng)卷徑小于1.5m時(shí),設(shè)定值為最大40KN,當(dāng)卷徑為2m時(shí),設(shè)定值為30KN。
5 活套張力設(shè)定優(yōu)化
出口分切時(shí)減小活套張力設(shè)定,將張力設(shè)定為原設(shè)定值的85%,同時(shí)8#張力輥前增加托輥,增加包角,增大摩擦力,同時(shí)取消前20米涂油。優(yōu)化主從關(guān)系。
5.1 傳動(dòng)的改動(dòng):
5.1.1 負(fù)荷平衡的主從控制的位在傳動(dòng)執(zhí)行腳本的時(shí)候都連好了,可以實(shí)現(xiàn)任意一個(gè)輥?zhàn)鲋鬏伒摹M瑫r(shí)要把8號(hào)張力輥的1號(hào)輥的積分部分發(fā)送給2號(hào),2號(hào)的發(fā)送給1號(hào),即1號(hào)輥的參數(shù)p1478[0]鏈接2號(hào)輥的p1482,2號(hào)輥的p1478[0]鏈接1號(hào)輥的p1482。
5.1.2 同時(shí)為了能參數(shù)負(fù)荷分配的系數(shù),把自動(dòng)化PZD10連接到分配系數(shù)上,即把參數(shù)p1479[0]連接到p2050[9],兩個(gè)輥要同樣修改。
5.2 自動(dòng)化的修改:
5.2.1 把負(fù)荷平衡的主輥由1號(hào)輥修改為2號(hào)輥,即使能1號(hào)的LSC_EN控制位,禁掉使能2號(hào)LSC_EN控制位。
5.2.2 將DB1404.DBDB2264和DB1405.DBD2264指定為負(fù)荷分配系數(shù),2號(hào)輥目前為主輥,DB1405.DBD2264使用默認(rèn)系數(shù)1.0,1號(hào)輥根據(jù)帶鋼厚度取不同的分配系數(shù),即DB1404.DBD2264使用不同的系數(shù)0.9,0.8和0.7等,可根據(jù)實(shí)際情況調(diào)整。
5.2.3 將DBDB2264傳遞給PZD10, 即DB1404.DBW1198和DB1405.DBW1198。
5.2.4 修改活套的張力,在分切的情況下除了要降低到90%的設(shè)定張力外,還增加了最大張力限幅 85KN(穿帶完成后會(huì)恢復(fù)成110KN),以減少活套對(duì)8號(hào)張力輥壓輥的拉力
6 優(yōu)化卸卷過(guò)程中帶鋼卡鉗口
優(yōu)化卸卷過(guò)程中帶鋼卡鉗口,在芯軸收縮過(guò)程中小車(chē)下降無(wú)法卸卷問(wèn)題,增加小車(chē)2次提升功能,保證鋼卷與芯軸之間無(wú)摩擦,同時(shí)增加鉗口撫平功能,保證鉗口不卡帶鋼。
6.1 對(duì)小車(chē)進(jìn)行2次提升,將小車(chē)提升觸卷時(shí)磁尺的數(shù)值進(jìn)行存儲(chǔ),將觸卷提升位置值作為保護(hù),2次提升高度不能超過(guò)此位置值+5MM。
6.2 增加鉗口撫平功能,將小車(chē)自動(dòng)步中增加芯軸轉(zhuǎn)動(dòng)功能,將芯軸輕微轉(zhuǎn)動(dòng),將帶鋼頭轉(zhuǎn)出鉗口一塊,減少卡鋼。
6.3 根據(jù)不同重量對(duì)應(yīng)提升時(shí)間分配表
8t-13t----------------------100ms
3t-18t--------------------150ms
18t-23t--------------------200ms
23t以上------------------250ms
6.4 優(yōu)化甩尾長(zhǎng)度,將5.5mm以上厚帶鋼增加甩尾長(zhǎng)度,保證尾部不被彈開(kāi),同時(shí)畫(huà)面增加長(zhǎng)度微調(diào)功能。
7 結(jié)語(yǔ)
通過(guò)上述優(yōu)化措施,取得了顯著效果。第一完成優(yōu)化4#匯聚夾送輥動(dòng)作時(shí)序,穿帶過(guò)程中起套或帶頭有時(shí)插入導(dǎo)板下方問(wèn)題。第二完成了焊機(jī)出口定位不準(zhǔn)確,出口無(wú)套量或套量太少,導(dǎo)致無(wú)法自動(dòng)焊接問(wèn)題,實(shí)現(xiàn)自動(dòng)焊接;第三解決了入口穿帶過(guò)程中劃傷、跑偏問(wèn)題,實(shí)現(xiàn)自動(dòng)上卷、開(kāi)卷;第四完成了入出口活套長(zhǎng)度優(yōu)化,增加產(chǎn)線(xiàn)運(yùn)行時(shí)間。保證2次重焊時(shí)間;第五完成了全線(xiàn)張力優(yōu)化;第五解決了出口剪切完成后,帶鋼在8#張力輥打滑,帶鋼向后倒退問(wèn)題;第六優(yōu)化了卸卷過(guò)程中帶鋼卡鉗口,在芯軸收縮過(guò)程中小車(chē)下降無(wú)法卸卷問(wèn)題,實(shí)現(xiàn)鍍鋅厚帶鋼自動(dòng)上卸卷功能;第七解決了穿帶卷取過(guò)程中跑偏問(wèn)題,優(yōu)化出口甩尾長(zhǎng)度。最終實(shí)現(xiàn)了批量生產(chǎn)時(shí),厚規(guī)格產(chǎn)品合格率達(dá)到95%以上。
參 考 文 獻(xiàn)
[1] 鋼材熱鍍鋅[M]. 北京化學(xué)工業(yè)出版社,2006
[2] 冶金自動(dòng)化[J]. 冶金自動(dòng)化雜志社,2009
[3] 寶鋼冷軋廠(chǎng)新建熱鍍鋅機(jī)組張力控制系統(tǒng)研究[D].武漢科技大學(xué),2008