
趙光遠
(廣東鐳目華遠智能科技有限公司)
摘要:本文介紹包括鐵-鋼-材全流程準(zhǔn)時化生產(chǎn)智能管控系統(tǒng)的背景、構(gòu)成(鐵水罐智能管控系統(tǒng)、煉鋼準(zhǔn)時化生產(chǎn)智能管控系統(tǒng)、鋼-材銜接準(zhǔn)時化智能管控系統(tǒng))、技術(shù)架構(gòu)及系統(tǒng)詳細解決方案及應(yīng)用等內(nèi)容。
關(guān)鍵詞:準(zhǔn)時化模型;生產(chǎn)導(dǎo)航;智能調(diào)度;時間流;周期;時長;時間點;鋼水時刻表;管控模型;數(shù)字看板
1 系統(tǒng)背景
煉鐵、煉鋼、軋鋼是長流程鋼鐵企業(yè)的三大核心工序,這三大工序的生產(chǎn)、工藝、技術(shù)和流程都非常復(fù)雜,分屬不同的廠管理,從鐵-鋼-材全流程來看,重點和難點在于鐵-鋼銜接過程、煉鋼生產(chǎn)過程、鋼-材銜接過程,這三個關(guān)鍵過程普遍存在以下問題:
鐵-鋼銜接過程:鐵水罐管理是鐵-鋼銜接過程的核心,鐵水的去向分配、鐵水罐的運行效率等一直制約煉鋼生產(chǎn);鐵水調(diào)度工作強度異常大、所需掌控信息量繁多、業(yè)務(wù)流程復(fù)雜;出鐵時間、鐵水運輸時間、溫度、成份等信息進行人工記錄,工作量大,容易出現(xiàn)錯誤;鐵水質(zhì)量、鐵水重量、鐵水使用管理、鐵水罐管理等信息不能及時跟蹤掌握,影響了鐵鋼平衡精細化管理;生產(chǎn)技術(shù)經(jīng)濟指標(biāo)(特別是鐵水過程溫降較大)存在較大提升空間;鐵-鋼生產(chǎn)數(shù)據(jù)沒有形成完整的數(shù)據(jù)流,一直制約鐵-鋼生產(chǎn)效率的提升。
煉鋼生產(chǎn)過程:煉鋼生產(chǎn)承上啟下,煉鋼生產(chǎn)若不穩(wěn)定順行,將成為整個生產(chǎn)流程的瓶頸。但是煉鋼現(xiàn)場生產(chǎn)信息大部分是人工記錄及人工傳遞,工序之間無法實現(xiàn)實時互動,生產(chǎn)指揮一直依靠現(xiàn)場調(diào)度人工或通過MES下達爐機生產(chǎn)計劃,缺乏系統(tǒng)化、模式化的爐機匹配系統(tǒng),經(jīng)常性出現(xiàn)由于調(diào)整不及時或者調(diào)整不斷造成被動調(diào)整和生產(chǎn)中斷。生產(chǎn)物流一直處于相互干擾與相互影響,經(jīng)常性出現(xiàn)轉(zhuǎn)爐之間等待加鐵水、廢鋼,澆鑄跨鋼水等天車吊運、等鋼包等現(xiàn)象,制約轉(zhuǎn)爐、連鑄快節(jié)奏的生產(chǎn)。煉鋼生產(chǎn)、技術(shù)、消耗指標(biāo)爐、機、班組之間差異明顯,缺乏規(guī)范與統(tǒng)一的橫班生產(chǎn)組織模式。
鋼-材銜接過程:鋼-材銜接涉及到鋼坯庫存(鋼坯流轉(zhuǎn)時間)、資金庫存(訂單匹配效率)、低碳低耗(鋼坯紅裝熱送);鋼企工序流程時間存在幾小時到幾天之間的差異,庫存資金存在幾十萬到上千萬資金占用的差異,鋼坯溫度存在幾十度到幾百度的差異,鋼坯熱利用率就有從10%到90%的差異;鐵-鋼銜接過程無論汽車運輸時間、鋼坯紅送率、鋼坯庫存等指標(biāo)均有較大的提升改進空間。
作者在鋼企工作了20多年,歷任煉鋼、煉鐵、設(shè)備部等多個技術(shù)和管理崗位,他從全流程準(zhǔn)時化的角度,把鋼企按工序劃分為周期、時長和時間點,融合生產(chǎn)技術(shù)、管理技術(shù)和計算機技術(shù),將生產(chǎn)對象、生產(chǎn)過程和生產(chǎn)規(guī)則數(shù)字化,創(chuàng)新推出鐵-鋼-材全流程準(zhǔn)時化生產(chǎn)智能管控系統(tǒng),滿足了生產(chǎn)過程數(shù)據(jù)實時可視化的需求、生產(chǎn)過程及時診斷預(yù)警的需求、生產(chǎn)管控過程復(fù)雜智能決策的需求,實現(xiàn)了鐵-鋼-材全流程從結(jié)果管理到過程管理的轉(zhuǎn)變,不僅能“看”,而且能“管”。該系統(tǒng)(包括各子系統(tǒng))在近20家鋼企分期分階段推廣應(yīng)用,在準(zhǔn)時準(zhǔn)點、高效低碳方面均取得了顯著效果。
2 系統(tǒng)構(gòu)成
鐵-鋼-材全流程準(zhǔn)時化包括三個相對獨立的子系統(tǒng)(鐵水罐智能管控系統(tǒng)、煉鋼準(zhǔn)時化生產(chǎn)智能管控系統(tǒng)、鋼-材銜接準(zhǔn)時化智能管控系統(tǒng)),三個子系統(tǒng)可以分工序獨立運作,又能統(tǒng)一數(shù)據(jù),統(tǒng)一應(yīng)用平臺,統(tǒng)籌到一個框架進行管理。通過數(shù)據(jù)匯聚、聯(lián)接,形成鐵-鋼-材全流程準(zhǔn)時化生產(chǎn)智能管控系統(tǒng)。

3 系統(tǒng)技術(shù)架構(gòu)
PC端:采用B/S架構(gòu);業(yè)務(wù)邏輯層、B/S查詢界面層的開發(fā)工具采用的是Visual Studio和IDEA;前端平臺采用.net模板引擎和vue技術(shù),后端平臺使用c#和JAVA技術(shù);Server端采用J2EE、C#技術(shù)。前端與Server的通信采用基于HTTP協(xié)議的JSON數(shù)據(jù)格式傳輸,服務(wù)器間數(shù)據(jù)庫相互熱備份,保證硬件故障后數(shù)據(jù)安全能夠及時恢復(fù)。
移動端:界面前端采用安卓和IOS使用UNI-APP框架以及HTML5方式開發(fā)。Server端采用C#和J2EE做為接口。Client端支持IOS、安卓以及微信,能夠提供可復(fù)用組件快速進行開發(fā);Client與Server使用json數(shù)據(jù)格式進行數(shù)據(jù)交換。
數(shù)據(jù)庫:采用Oracle數(shù)據(jù)庫,與數(shù)據(jù)庫交互采用JDBC連接。數(shù)據(jù)采集站采用字符集為WE8DEC,能夠自動清理歷史數(shù)據(jù),而且能夠支持續(xù)傳。
系統(tǒng)接口:與其它應(yīng)用系統(tǒng)(MES、計量、檢化驗)的數(shù)據(jù)交換主要通過中間件實現(xiàn)。系統(tǒng)與系統(tǒng)間的數(shù)據(jù)交換,采用標(biāo)準(zhǔn)的JSON格式。
網(wǎng)絡(luò)通訊:建立三級網(wǎng)絡(luò)包括獨立生產(chǎn)網(wǎng)、公司辦公網(wǎng)、外部網(wǎng)。分工序獨立進行配置,分別配置采集服務(wù)器、應(yīng)用服務(wù)器、WEB服務(wù)器、交換機、防火墻等硬件設(shè)備。
4 三大系統(tǒng)解決方案
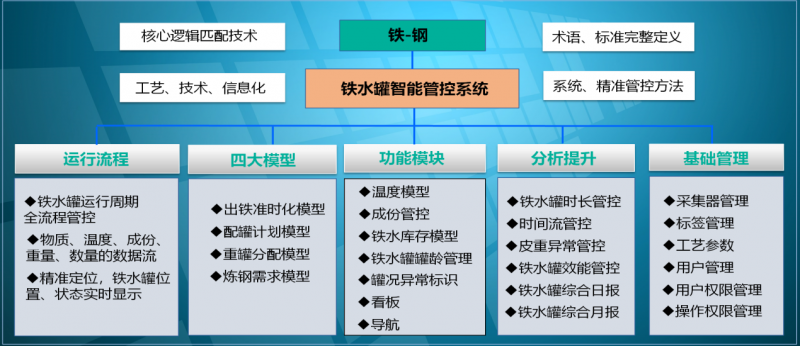
4.1鐵水罐智能管控系統(tǒng)
4.1.1系統(tǒng)內(nèi)容
4.1.2系統(tǒng)目標(biāo)
實現(xiàn)鐵水、鐵水罐的時間流、位置、重量精準(zhǔn)管控;
建立鐵水準(zhǔn)時化四大生產(chǎn)模型,提高鐵水罐的運行效率,提升鐵-鋼生產(chǎn)效率;
通過鐵水罐四大管控技術(shù),減少鐵水罐溫降、降低鐵水過程溫降、穩(wěn)定入爐鐵水溫度,全面降低生產(chǎn)成本。
4.1.3系統(tǒng)范圍
鐵水:從高爐出鐵、稱量到煉鋼入爐全過程的管控
鐵水罐:從鐵水罐的停用、修砌、上線、下線全周期的管控。
實現(xiàn)鐵水罐溫降周期與生命周期的全流程管理。
溫降周期:入爐結(jié)束--空罐出站--高爐進站--出鐵--煉鐵出站--去向分配--稱量--煉鋼進站--折罐(入混鐵爐)--煉鋼入爐結(jié)束;
生命周期:鐵水罐修砌--烘烤--上線運行--在線罐齡--下線小修--烘烤--上線運行--在線罐齡--下線大修(停修)。
4.1.4定位技術(shù)
車架、機車頭、鐵水罐采用電磁微聲(EMMA)識別技術(shù)。硬件主要包括脈沖雷達、微聲標(biāo)識器和網(wǎng)絡(luò)通訊裝置。
4.1.5數(shù)據(jù)采集
數(shù)據(jù)采集包括時間、重量、溫度、成份、工藝參數(shù)、位置等數(shù)據(jù)。鐵水罐、車架、火車頭、臺車等識別跟蹤信息通過電磁微聲(EMMA)技術(shù)實現(xiàn)自動采集。煉鋼鐵水入爐溫度、時間及入爐重量數(shù)據(jù)通過轉(zhuǎn)爐二級機系統(tǒng)實現(xiàn)采集,匹配后通過接口方式完成數(shù)據(jù)的收集。其他數(shù)據(jù)通過與PLC及檢化驗系統(tǒng)采集。對采集的數(shù)據(jù),通過條件判斷、生產(chǎn)邏輯并結(jié)合工藝特點,進行規(guī)范定義、關(guān)聯(lián),建立數(shù)據(jù)庫,實現(xiàn)查詢與集成需要。
4.1.6四大生產(chǎn)管控模型
出鐵準(zhǔn)時化模型:根據(jù)出鐵周期、間隔時間、出鐵次序,編制出鐵計劃時間與對罐時間;編制對罐模式、主副線計劃、對罐罐號、過渡罐號;編制計劃煉鐵出站時間、計劃煉鋼進站時間、鐵水去向。實現(xiàn)高爐計劃開口時間、預(yù)計堵口時間及實際開口、堵口時間,計劃開口鐵口及實際開口鐵口,高爐鐵次號顯示及每日、每班次出鐵次數(shù)和實際出鐵重罐數(shù)顯示。
煉鋼計劃需求模型:轉(zhuǎn)爐鐵水入爐計劃時間對應(yīng)出鐵計劃時間。
配罐模型:高爐配罐主副線(線路名稱)、鐵口、配罐罐號、數(shù)量及重量、出鐵順序顯示,配罐開始時間與配罐到位時間及實際用時顯示,配罐超時警示。
重罐模型:根據(jù)受鐵情況,確認重罐與預(yù)重罐,按出鐵時間計劃煉鐵出站的計劃指令;按鐵水去向計劃重罐的去向;計劃指令下達同時信息推送到高爐、煉鋼、鐵運和鐵水運行信息。
4.1.7時間流管控
規(guī)范時間定義、時間術(shù)語,展示時間點、管控運行時長與間隔時長。
鐵水罐兩大周期(使用周期和溫降周期),定義六大時長,26個時間節(jié)點。
通過大數(shù)據(jù)計算時長控制標(biāo)準(zhǔn)(計劃值),超出時長計劃值分2-3級報警。
重罐從高爐至站場、站場至煉鋼、煉鋼兌鐵時間及實際耗時,煉鋼兌完鐵落空罐時間、空罐從煉鋼至站場時長及實際用時。
鐵水罐周轉(zhuǎn)時間超長警示,重罐從裝鐵完畢到煉鋼兌鐵停留時間超長警示,空罐從投入運行至高爐開始裝鐵時間超長警示,空罐煉鋼停留時長超長警示。
4.1.8鐵水溫降預(yù)測模型
根據(jù)鐵水溫度、鐵水罐空罐重量、鐵水罐狀態(tài)(停留時間),綜合各因素影響的程度,系統(tǒng)自動計算鐵水溫降、提供鐵水入爐的預(yù)測溫度。
系統(tǒng)自動提醒鐵水罐的異常罐況信息。
鐵水溫度模型采用4個維護、12個因子條件;全開放的調(diào)整模式;經(jīng)驗公式與數(shù)據(jù)回歸結(jié)合;采用增量法法則計算,可實現(xiàn)指導(dǎo)生產(chǎn)、替代人工測溫。
4.1.9鐵水庫存
根據(jù)出鐵節(jié)奏、煉鋼生產(chǎn)節(jié)奏、鐵水庫存情況、鐵水入爐計劃時間,建立鐵水庫存模型,計算最大極限計劃煉鋼進站時間、鐵水預(yù)計煉鋼進站時間,及時預(yù)警鐵水銜接狀態(tài),確保鐵水低庫存運行,防止鐵水銜接問題造成影響煉鋼生產(chǎn)。
4.1.10大數(shù)據(jù)標(biāo)準(zhǔn)
建立時長標(biāo)準(zhǔn)、溫度標(biāo)準(zhǔn)、成份標(biāo)準(zhǔn)、皮重標(biāo)準(zhǔn)、重量標(biāo)準(zhǔn)、裝入量標(biāo)準(zhǔn)。系統(tǒng)根據(jù)大數(shù)據(jù)建立評價標(biāo)準(zhǔn),設(shè)定參數(shù)標(biāo)準(zhǔn)。
4.1.11鐵水溫降管控
實現(xiàn)(出鐵)鐵水溫度、鐵水入爐溫度、配料后單罐次的預(yù)測溫度、鐵水溫降、平均溫降、最大溫降、最小溫降、分鐘溫降、溫降合格率。鐵水從高爐至煉鋼鐵水兌鐵罐號(折罐罐號)、轉(zhuǎn)爐冶煉爐號等溫度自動匹配。
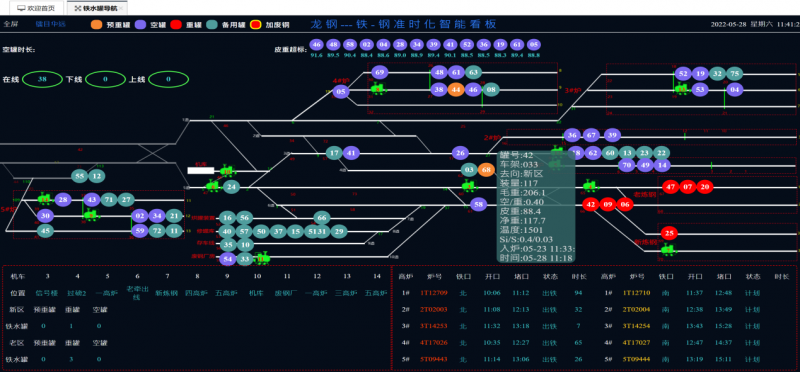
4.1.12鐵水罐生產(chǎn)導(dǎo)航
生產(chǎn)導(dǎo)航包括座高爐出鐵+鐵路沿線+煉鋼工序(進站鐵路線)+修包虛擬區(qū)+鑄鐵區(qū)。鐵水罐號、車架號、火車頭的位置、時間,鐵水重量、溫度,鐵水罐的停留時長、出鐵主副線、煉鋼道次等信息的流轉(zhuǎn)與互動。
4.1.13鐵水罐溫降控制技術(shù)
通過管控出鐵準(zhǔn)點率、鐵水罐周轉(zhuǎn)次數(shù)、鐵水罐的上下線次數(shù)、鐵水罐均衡使用次數(shù)來加強鐵水罐溫降控制。
4.1.14綜合報表
包括鐵水罐運行日報、月報,煉鐵日報、月報等報表。
重點指標(biāo)如:在線鐵水罐個數(shù)、在線鐵水罐平均運行周期、周轉(zhuǎn)次數(shù)、平均溫降、溫降合格率、鐵水溫度合格率、鐵水裝入量合格率、鐵水罐運行周期合格率、一罐到底率、平均罐齡、空罐超重個數(shù),超出停留時間的鐵水罐個數(shù)等,改善影響因素與薄弱環(huán)節(jié),找出班組組織指揮、執(zhí)行的差異,不斷提升管理水平。
4.2 煉鋼準(zhǔn)時化生產(chǎn)智能管控系統(tǒng)
4.2.1 系統(tǒng)主要內(nèi)容
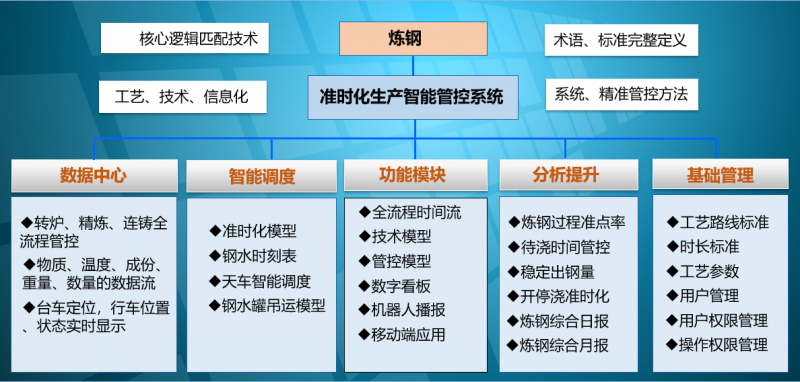
4.2.2系統(tǒng)目標(biāo)
構(gòu)建煉鋼準(zhǔn)時化生產(chǎn)管控平臺,打造智能化與數(shù)字化工廠,精準(zhǔn)高效、準(zhǔn)時準(zhǔn)點,全面提高煉鋼生產(chǎn)效率、降低生產(chǎn)成本。
4.2.3煉鋼數(shù)據(jù)中心
系統(tǒng)自動采集包括轉(zhuǎn)爐、精煉、連鑄生產(chǎn)運行過程信息(物質(zhì)、溫度、成份、重量、數(shù)量、時間等數(shù)據(jù))。數(shù)據(jù)實現(xiàn)毫秒的采集、存儲。對采集的時間、重量、溫度、工藝參數(shù)、成份、位置等數(shù)據(jù),通過條件判斷、生產(chǎn)邏輯并結(jié)合工藝特點,進行規(guī)范定義、關(guān)聯(lián)、建立數(shù)據(jù)庫,實現(xiàn)查詢與集成需要。
自動識別生產(chǎn)過程的作業(yè)動作,自動生成作業(yè)時間點、作業(yè)時長、作業(yè)周期,自動生成轉(zhuǎn)爐爐號、連鑄連澆爐數(shù)。
4.2.4智能調(diào)度
將生產(chǎn)計劃、爐機生產(chǎn)節(jié)奏、生產(chǎn)條件調(diào)整、工藝流程需求、異常狀態(tài)調(diào)控等生產(chǎn)要素進行集中管控,實現(xiàn)一個操作界面、一套模型、一個指揮中心、全流程準(zhǔn)時化;構(gòu)建自動匹配、自動糾錯、效率優(yōu)先的準(zhǔn)時化生產(chǎn)模型,實現(xiàn)科學(xué)、高效、精準(zhǔn)、均衡的生產(chǎn)目標(biāo)。
澆次計劃:系統(tǒng)貫徹以連鑄為中心的生產(chǎn)組織模式,以連鑄換澆次作為生產(chǎn)計劃安排的落腳點,通過澆次計劃實現(xiàn)轉(zhuǎn)爐與連鑄的匹配,實現(xiàn)生產(chǎn)計劃的落實,具體包括計劃生產(chǎn)的鋼種、計劃開澆時間、計劃澆鋼爐數(shù)、澆鋼周期以及鋼坯去向等。
準(zhǔn)時化模型:系統(tǒng)根據(jù)連鑄開澆時間自動編制煉鋼全流程的準(zhǔn)時化的計劃時間流。自動匹配進/出站時間、座包時間、出鋼時間、開吹時間等時間點,匹配鋼水去向、精煉工藝路線,與生產(chǎn)實際情況對接及關(guān)聯(lián),形成具有指導(dǎo)生產(chǎn)的鋼水時刻表,各區(qū)域根據(jù)鋼水時刻表上的時間要求組織生產(chǎn)操作,達到生產(chǎn)系統(tǒng)整體的協(xié)調(diào)統(tǒng)一,實現(xiàn)調(diào)度集中指揮、有序生產(chǎn)。

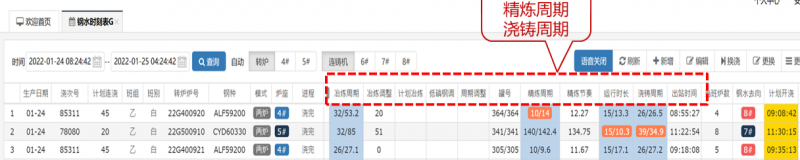
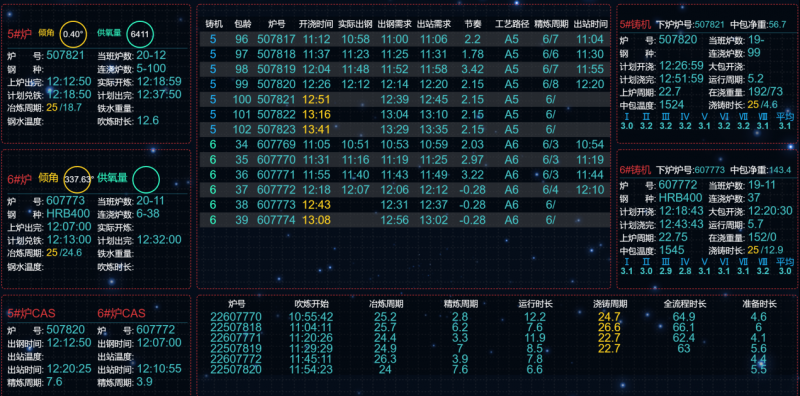
4.2.5鋼水時刻表(轉(zhuǎn)爐、精煉、連鑄、天車)
全流程的鋼水運行時刻表,系統(tǒng)自動編制開澆時間、澆完時間、精煉出站時間、出鋼時間、冶煉開始,自動生成準(zhǔn)時化模型。準(zhǔn)時化生產(chǎn)模型與生產(chǎn)實際情況對接、關(guān)聯(lián),形成具有指導(dǎo)生產(chǎn)的鋼水時刻表,各區(qū)域根據(jù)鋼水時刻表上的時間要求進行生產(chǎn)操作,達到生產(chǎn)系統(tǒng)整體協(xié)調(diào)統(tǒng)一。在鋼水時刻表中,可以根據(jù)實際情況進行生產(chǎn)條件調(diào)整計劃及調(diào)整實績判定。
4.2.6時間流管控模型
系統(tǒng)建立煉鋼全流程時間管控模型,其中包括全流程四大周期,十大時長,20個時間節(jié)點(銜接時間與操作步驟時間),規(guī)范時間流專業(yè)術(shù)語與統(tǒng)計口徑,明確時間流中基準(zhǔn)值與崗位責(zé)任,提升作業(yè)效率。

煉鋼全流程時間流:系統(tǒng)全面跟蹤轉(zhuǎn)爐煉鋼、精煉、連鑄各工序操作步驟開始時間、結(jié)束時間,自動計算各周期時長并與標(biāo)準(zhǔn)實時對比評價,提醒崗位員工標(biāo)準(zhǔn)化作業(yè),調(diào)整生產(chǎn)節(jié)奏。

準(zhǔn)點率評價:在系統(tǒng)建立時間管控標(biāo)準(zhǔn),對轉(zhuǎn)爐、出站、運行、連鑄準(zhǔn)點率進行命中率(準(zhǔn)點率)評價,同時準(zhǔn)時化日報月報包括分爐、分機、分班的準(zhǔn)點率評價:工序準(zhǔn)時率,出鋼準(zhǔn)時率、澆鑄準(zhǔn)時率。
4.2.7技術(shù)模型
冶煉模型:根據(jù)廢鋼品種結(jié)構(gòu)、廢鋼重量,鐵水重量、鐵水溫度,鐵水Si、S、P成份,石灰質(zhì)量、渣料類型,渣堿度控制標(biāo)準(zhǔn)、鋼種等,利用經(jīng)驗數(shù)據(jù)(增量計算法)和歷史數(shù)據(jù)(回歸計算法)計算加料時間與重量,準(zhǔn)確指導(dǎo)操作、評價操作差異、提升操作水平。
出站溫度(溫度補償)模型:大數(shù)據(jù)推薦鋼種出站溫度標(biāo)準(zhǔn),模型計算溫度補償,基本消除拒澆鋼水,實現(xiàn)中包溫度窄幅控制。
根據(jù)鋼水罐上線時間、鋼水罐當(dāng)前狀態(tài)、罐齡、空罐停留時間、重罐停留時間、出鋼量、執(zhí)行路線、生產(chǎn)節(jié)奏、操作控制、連鑄中包溫度等10大要素建立鋼水罐溫降預(yù)測模型和出站溫度。
連鑄分坯模型:系統(tǒng)根據(jù)回轉(zhuǎn)臺稱量計算鋼水量、按照米單重、定尺規(guī)格,并與實際分坯進行人工調(diào)整,自動計算產(chǎn)量與鋼水收到率。
拉速回零管控模型:系統(tǒng)自動采集連鑄出現(xiàn)拉速回零的情況,包括爐號、澆次號、流號、拉速回零開始時間及結(jié)束時間,同時提供按時間、澆次號、爐號查詢界面,管理人員可從中查找拉速回零的情況,加強拉速回零管控。
銅管過鋼量管控模型:系統(tǒng)自動跟蹤結(jié)晶器銅管的過鋼量,并進行統(tǒng)計分析對比,便于現(xiàn)場對結(jié)晶器銅管的上下線管理和過鋼量的管控(說明:在系統(tǒng)設(shè)置了結(jié)晶器銅管廠家維護、結(jié)晶器編號維護)。
自動配罐模型(配合鋼水罐定位):根據(jù)鋼水罐位置與運行情況,自動匹配鋼水罐,自動推送天車操作人員與熱修人員,自動采集鋼水罐的熱修時間。根據(jù)生產(chǎn)工藝流程特點建立鋼水罐的匹配模型(周轉(zhuǎn)個數(shù)),按照準(zhǔn)時化模型匹配鋼水的運行周期與天車計劃,連鑄機與轉(zhuǎn)爐按照準(zhǔn)時化生產(chǎn)周期錯開,實現(xiàn)天車有序運行,縮短鋼水罐周轉(zhuǎn)時間,提高鋼水罐的熱效益。
行車吊運模型(配合行車定位):根據(jù)生產(chǎn)計劃、出鋼時間、工藝路線、鋼水去向、連鑄澆鋼、當(dāng)前爐機匹配模式,匹配天車正常運行模型,利用無線通信,將天車吊運計劃推送到每臺天車,并及時反饋每臺天車的執(zhí)行情況。實現(xiàn)無人在地面指揮天車吊運計劃。通過天車動態(tài)稱量ADM精準(zhǔn)算法,自動計算出鋼量、鐵水量、鋼包渣量、鋼鐵量消耗與連鑄收得率。
4.2.8溫度管控
系統(tǒng)按爐號全面采集從鐵水到煉鋼、精煉、連鑄各工序的溫度,客觀真實記錄每一爐溫度、溫度變化、溫降以及測溫時間,大數(shù)據(jù)的溫度標(biāo)準(zhǔn)進行評價,查找溫度異常的情況,及時加強管控。
4.2.9 成本管控
鋼鐵料耗、鐵耗、連鑄收得率、頭尾坯;
渣料消耗、氧氣消耗、精煉電耗、合金消耗。
4.2.10大數(shù)據(jù)標(biāo)準(zhǔn)
建立大數(shù)據(jù)標(biāo)準(zhǔn):包括連鑄大數(shù)據(jù)、冶煉大數(shù)據(jù)、品種管理,時間流標(biāo)準(zhǔn)、溫度標(biāo)準(zhǔn)、準(zhǔn)點率標(biāo)準(zhǔn)、拉速匹配標(biāo)準(zhǔn)等大數(shù)據(jù)標(biāo)準(zhǔn)。大數(shù)據(jù)計算模型、匹配四大周期的計劃,統(tǒng)一標(biāo)準(zhǔn)、統(tǒng)一計算口徑,消除橫班執(zhí)行差異,建立偏差值,根據(jù)階段性生產(chǎn)情況及時調(diào)整,根據(jù)鋼種、流數(shù)、斷面進行大數(shù)據(jù)計算。
4.2.11 機器人播報
生產(chǎn)指揮可實現(xiàn)機器人播報。實時播報生產(chǎn)節(jié)奏控制情況,重要生產(chǎn)過程情況(出完、開始、澆完、出站時間,溫度、重量等)實時播報給各崗位,統(tǒng)一指揮標(biāo)準(zhǔn),杜絕人為的指揮上差異;對每一爐的時間流、溫度、重量的執(zhí)行情況進行播報,對每爐鋼水的操作進行回頭式播放;每班分時段通報班組的計劃情況、當(dāng)班生產(chǎn)情況、指標(biāo)完成情況。

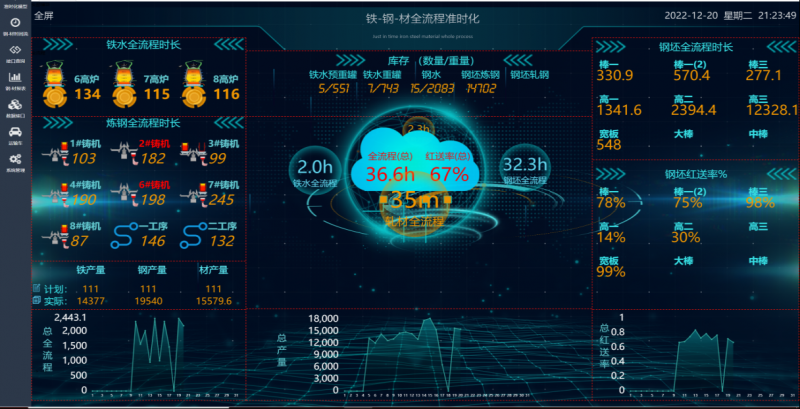
4.2.12 綜合數(shù)字看板
數(shù)字看板是現(xiàn)場生產(chǎn)管理互動的“窗口”,在轉(zhuǎn)爐、精煉、連鑄主控操作室均設(shè)置數(shù)字看板,各工序按照看板組織生產(chǎn)。
看板實時顯示轉(zhuǎn)爐、精煉、連鑄工序的生產(chǎn)狀態(tài)、生產(chǎn)參數(shù)、時間流;實時提示生產(chǎn)異常情況、各工序完成生產(chǎn)計劃的偏差值,提高管理人員對現(xiàn)場生產(chǎn)掌控能力,輔助生產(chǎn)管控決策,提高生產(chǎn)掌控能力,提高全流程生產(chǎn)運作效率。
4.2.13 移動端應(yīng)用(手機APP)
按爐號、班組、日期提供生產(chǎn)、技術(shù)、工藝數(shù)據(jù)、指標(biāo),系統(tǒng)模型情況,時間流的管控情況,生產(chǎn)導(dǎo)航,數(shù)據(jù)集成報表、生產(chǎn)日報、成本報表等,通過手機進行直觀、同步、即時的管控,隨時、隨身可以了解生產(chǎn)情況。移動終端APP安裝包確保安卓、蘋果系統(tǒng)全面運用。



4.2.14 綜合報表
數(shù)據(jù)查詢:按爐、按機;按日、月;按班組查詢系統(tǒng)的數(shù)據(jù)集成表與數(shù)據(jù)匯總表。
四大綜合記錄:調(diào)度綜合記錄、轉(zhuǎn)爐綜合記錄、精煉綜合記錄、連鑄綜合記錄。
綜合報表:16項消耗指標(biāo)、20項評價指標(biāo)、28項生產(chǎn)技術(shù)指標(biāo)。
4.3鋼-材準(zhǔn)時化生產(chǎn)智能管控系統(tǒng)
4.3.1系統(tǒng)管控目標(biāo)
建立鐵、鋼、材全流程準(zhǔn)時化生產(chǎn)一體化管控體系;
實施鋼坯時間流管控,減少流轉(zhuǎn)時間、降低鋼坯過程溫降;
提高鋼坯紅送率,降低鋼坯庫存、降低生產(chǎn)成本。
4.3.2數(shù)據(jù)采集
系統(tǒng)管控范圍鋼坯收集到干皮出加熱爐。數(shù)據(jù)采集包括對接煉鋼生產(chǎn)數(shù)據(jù),鋼坯運輸數(shù)據(jù),軋材的鋼坯入爐、出爐數(shù)據(jù),軋鋼的生產(chǎn)計劃。
4.3.3大數(shù)據(jù)標(biāo)準(zhǔn)
三大溫降周期和時長的大數(shù)據(jù)標(biāo)準(zhǔn);鋼坯運輸標(biāo)準(zhǔn)線路;鋼坯輸送方式(直送、紅送、熱裝、冷送);鑄機、軋線規(guī)格品種的小時產(chǎn)量;工藝技術(shù)標(biāo)準(zhǔn)等。
4.3.4鋼-材準(zhǔn)時化模型
根據(jù)煉鋼出坯模型、鋼坯分坯模型、鋼坯運輸模型、軋制計劃模型編制鋼-材的準(zhǔn)時化模型。
連鑄出坯模型:包括鋼水澆完、鋼坯收集、鋼坯判定,根據(jù)開澆、澆完、拉速、鋼種、定尺、斷面、米單重計算鋼坯開始和結(jié)束時間,再通過各鑄機到冷床周期計算每支鋼坯到冷床時間,最終與實際判定支數(shù)進行一次匹配。分為計劃支數(shù)、生產(chǎn)支數(shù)、判定支數(shù)、入爐支數(shù)。
鋼坯運輸:系統(tǒng)編制鋼坯的運輸計劃(輥道直送、轉(zhuǎn)供),跟蹤運輸線路、運輸時間、汽車號、運輸量、煉鋼出站、軋線進站,根據(jù)大數(shù)據(jù)運輸周期計算需求運輸時間,匹配分坯模型。
鋼坯軋制計劃(入爐):對接鋼坯的軋制計劃,系統(tǒng)編制鋼坯的入爐時間、軋制小時產(chǎn)量、按爐、支的軋制計劃,根據(jù)出坯計劃運算軋制計劃,再通過連鑄、軋機的小時產(chǎn)量進行匹配。
鋼坯分配(生產(chǎn)計劃):鑄機-鋼坯-軋線的節(jié)奏匹配、產(chǎn)能匹配與分配模式,根據(jù)大數(shù)據(jù)計算的小時產(chǎn)量,計算鑄機-鋼坯-軋線的節(jié)奏匹配生產(chǎn)計劃,分為按支數(shù)、按爐的兩個分配計劃表,按照計劃跟蹤時間執(zhí)行情況,分析評價鑄機、軋線的計劃執(zhí)行情況。
鋼坯分配模型:根據(jù)當(dāng)前軋機的生產(chǎn)周期、小時產(chǎn)量、大數(shù)據(jù)結(jié)果,提出鋼坯去向模式、運輸方式以及分配比例。
4.3.5鋼材全流程時間流
三大溫降周期:煉鋼停等周期、運輸周期、軋鋼停等周期。
八大時長:出坯時長、判定時長、待裝時長、裝車時長、運輸時長、卸車時長、待軋時長,加熱時長。
連鑄出坯時間流:包括鋼水澆完、鋼坯收集、鋼坯判定,根據(jù)開澆、澆完、拉速、鋼種、定尺、斷面、米單重計算鋼坯開始和結(jié)束時間,再通過各鑄機到冷床周期計算每支鋼坯到冷床時間,最終與實際判定支數(shù)進行一次匹配。分為計劃支數(shù)、生產(chǎn)支數(shù)、判定支數(shù)、入爐支數(shù),最終形成計劃與實際出坯相關(guān)時間流。
鋼坯運輸時間流:系統(tǒng)編制鋼坯的運輸計劃,跟蹤運輸線路、運輸時間、汽車號、運輸量、煉鋼出站、軋線進站,系統(tǒng)自動計算需求運輸時間,匹配坯料分配計劃,再解析實際運輸數(shù)據(jù)、最終形成鋼坯運輸計劃與實際運輸相關(guān)時間流。
鋼坯加熱爐時間流:根據(jù)與進出加熱爐數(shù)據(jù)對接,分析出進加熱爐時間,出加熱爐時間,以及進加熱爐溫度、出加熱爐溫度,形成加熱爐時間流及熱效率管理分析,最終降低軋材煤氣消耗;
鋼坯軋制時間流:對接鋼坯的軋制計劃,系統(tǒng)編制鋼坯的入爐時間、軋制小時產(chǎn)量、按爐、支的軋制計劃,根據(jù)出坯計劃運算軋制計劃,再通過連鑄、軋機的小時產(chǎn)量進行匹配,最終形成軋制計劃與實際相關(guān)時間流。
準(zhǔn)點率: 三大溫降周期(煉鋼停等周期、運輸周期、軋鋼停等周期)的準(zhǔn)點率、全流程時間準(zhǔn)點率。
4.3.6溫度(溫降)管控
中包溫度、出坯溫度、入爐溫度(進加熱爐溫度)、軋制溫度(出加熱爐溫度),鋼坯溫降、溫降評價(正常、異常、損失)。
4.3.7技經(jīng)指標(biāo)管控
紅送率管控、鋼坯熱效率(溫降)、鋼坯庫存時長、鋼坯庫存量、煤氣消耗、升溫成本。
4.3.8鋼-材的生產(chǎn)導(dǎo)航
工序的數(shù)字化大屏看板。
4.3.9生產(chǎn)報表
生產(chǎn)日報、月報表(按鑄機與軋線的班組、日期)、紅送率報表(按鑄機與軋線)、綜合分析報表。
4.3.10手機APP
通過手機24小時進行直觀、同步、實時管控,管理人員隨時、隨身可以掌控鋼-材的生產(chǎn)情況。
5 系統(tǒng)的作用及效果
5.1 系統(tǒng)的作用
(1)打造透明化的管理模式:通過系統(tǒng),打通人、設(shè)備、系統(tǒng)之間的關(guān)系,解決碎片化管理,實現(xiàn)全局感知,做到數(shù)據(jù)公開,讓管理人員更了解現(xiàn)場、更了解崗位,提高過程監(jiān)督控制、現(xiàn)場執(zhí)行力和對異常情況的處理速度。
(2)縮小差異,減少對人的依賴:通過班組數(shù)據(jù)對比,操作過程對比,縮小操作人員之間的差異,縮小班組之間的差異,達到操作標(biāo)準(zhǔn)化,管理規(guī)范化,從而減少對人的依賴。使生產(chǎn)組織集中化、統(tǒng)一化、高效化。
(3)縮短時間,提高生產(chǎn)效率:通過系統(tǒng),重點管控輔助時間,集中精力整改和消除前十大延誤時間。從而縮短全流程時間,提高生產(chǎn)運行效率。
(4)通過算法模型,降低生產(chǎn)成本:利用算法模型,對冶煉歷史數(shù)據(jù)歸納分析,快速實現(xiàn)轉(zhuǎn)爐物料平衡和熱平衡計算,解決經(jīng)驗煉鋼的弊端,提高終點碳合格率、終渣成份合格率等指標(biāo),穩(wěn)定轉(zhuǎn)爐生產(chǎn),降低冶煉成本。
5.2 系統(tǒng)應(yīng)用效果
目前,各子系統(tǒng)在近20家鋼企推廣應(yīng)用(主要有寶武韶鋼、寶武重鋼、華菱陽春鋼鐵、廣西貴港鋼鐵、山東臨沂不銹鋼、廣西北海北港、陜西龍鋼等),在提高生產(chǎn)效率、縮短生產(chǎn)過程時間、降低能耗、減少浪費、降低成本、提高工作績效、提升管理水平等方面都取得了顯著效果。系統(tǒng)在鋼企上線后,生產(chǎn)現(xiàn)場逐步穩(wěn)定順行,準(zhǔn)點率提高幅度達到90%,冶煉周期縮短1-3分鐘、精煉周期縮短25分鐘;生產(chǎn)運行效率提升10-20%,產(chǎn)能提升10-30%,降低生產(chǎn)成本10 -30元/噸,鐵水溫降減少了60度以上,給鋼企帶來直接經(jīng)濟效益最高達到了1億元以上。
6 小結(jié)
鋼鐵企業(yè)降本增效,傳統(tǒng)的降成本靠人是有極限的,必須要有技術(shù)支撐。
生產(chǎn)管理的三個基本原則是經(jīng)濟性、批量性和節(jié)奏性,準(zhǔn)時化生產(chǎn)就是節(jié)奏性的重要體現(xiàn),各工序的節(jié)奏性體現(xiàn)出來,批量和節(jié)奏相輔相成,準(zhǔn)時化生產(chǎn)管控系統(tǒng)就是以生產(chǎn)節(jié)奏準(zhǔn)時準(zhǔn)點為核心的組織生產(chǎn)、組織物流移動的制造技術(shù)。準(zhǔn)時化生產(chǎn)管控,可以縮短生產(chǎn)作業(yè)時間,根本性改善作業(yè)流程時間流,提高生產(chǎn)效率;通過減少過程停滯時間減少生產(chǎn)過程庫存,從而降低生產(chǎn)過程浪費;減少班組之間的差異與波動值,追求極致,實現(xiàn)指標(biāo)、效益最大化。