
潘 軍1,趙 濱1,劉 威1,沈思寶1
(1.馬鞍山鋼鐵股份有限公司長材事業部,安徽 馬鞍山 243000)
摘 要:針對馬鋼65t轉爐出鋼后到站鋼水鋼包透氣磚氣量小或無底吹,無法保證鋼水成分和溫度均勻性,以及出鋼后到站鋼水溫度低于工藝要求目標范圍下限,無法滿足鑄機正常澆注對鋼水溫度要求的問題,通過向鋼包頂吹氬氣攪拌,實現均勻鋼水成分和溫度的目的,通過向鋼包頂吹氧氣,同時加入 SiFe和SiMn合金,利用氧氣與發熱元素Si和 Mn反應放熱,實現低溫鋼水在線快速提升溫度的目的。生產實踐表明:采用硅鐵合金(含硅72.5%)和硅錳合金(含硅18.64%、含錳66.6%)作為發熱劑,氧氣壓力為1.2 MPa,流量為1200Nm3/h,吹氧時間為5min時,平均升溫速率為3.55℃/min,鋼中發熱元素 Si和Mn的平均燒損率分別為0.014%/min和0.022%/min。鋼包頂吹工藝為轉爐平穩高效冶煉提供重要保障,取得了良好的使用效果。
關鍵詞:鋼包;頂吹氬;頂吹氧;化學升溫
隨著終端用戶對鋼材質量的要求越發苛刻,單從技術層面來說,鋼材質量優良主要體現在其純凈度高,各相異性小,成分偏差小等方面,鋼包吹氬攪拌是獲得高純凈度、高均勻 性、高精度鋼材,保證均衡生產的關鍵環節[1]。鋼包吹氬的形式主要有頂吹、側吹以及底吹,尤其是鋼包底吹氬,因其氬氣利用率高,攪拌效果好,并且安全性強等優點,因而得到了廣泛的應用[2-4]。
馬鞍山鋼鐵股份有限公司長材事業部(以下簡稱“馬鋼長材事業部”),在實際生產過程中,鋼包透氣磚由于受到透氣磚縫隙滲鋼、透氣磚表面粘渣以及透氣磚縫隙變小等因素影響[5],使得進站鋼包透氣磚氣量小或無底吹,無法保證鋼水成分和溫度的均勻性。另外,由于受到鋼包熱狀態差、生產設備故障、生產組織不當等因素的影響,使得進站鋼水溫度低于工藝要求目標范圍下限,致使連澆鋼水因中包溫度低無法澆完,有時甚至會發生溫低斷澆生產事故。針對上述異常生產狀態,馬鋼長材事業部開展鋼包頂吹工藝有關研究,并提出了具體的解決措施,以期為同類型鋼鐵企業轉爐高效冶煉提供參考。
1 工況條件
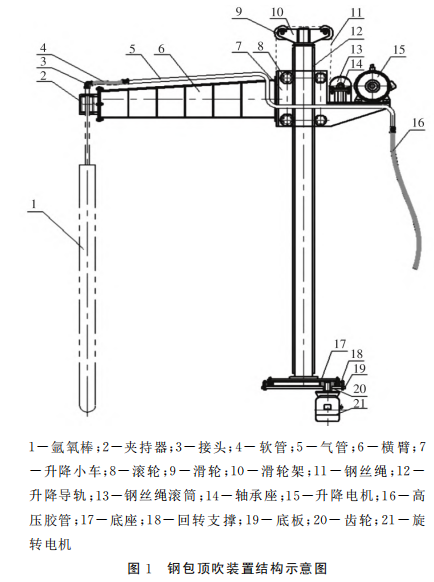
馬鋼長材事業部主要裝備有:2座70t鐵水 倒罐站、2座70t單噴石灰粉脫硫站、4座65t頂底復吹轉爐、4座吹氬合金微調站、2座70tLF鋼包精煉爐、2臺六機六流全弧形150mm×150mm 方坯連鑄機和2臺異型坯連鑄機。冶煉鋼種主要以普通碳素鋼、螺紋鋼以及低合金結構用鋼為主,其工藝流程為:轉爐冶煉→吹氬合金微調站→方坯/異型坯連鑄機。鋼包頂吹裝置結構示意圖見圖1。
針對異常生產狀況并結合冶煉工藝要求,馬鋼長材事業部在原有吹氬平臺基礎上進行技術改造,增設具有氬氧可選擇的頂吹功能裝置,可以實現鋼水頂吹氬攪拌或鋼水化學升溫。通過向鋼包頂吹氬氣,對進站鋼包透氣磚氣量小或無底吹的鋼水進行攪拌,以均勻鋼水成分 和溫度;通過向鋼包頂吹氧氣,根據冶煉鋼種所需溫度補償的要求,同時加入SiFe和SiMn合金,利用氧氣與發熱元素 Si和Mn反應放熱,對進站溫度低于工藝要求下限的鋼水進行快速升溫。
2 鋼包頂吹工藝原理
2.1 鋼包頂吹氬氣攪拌
鋼包頂吹氬氣攪拌的工藝原理是,吹入鋼中的氬氣在噴槍出口處呈囊狀,氣體上浮過程中分裂成氣泡群,在粘性摩擦作用下,氣泡群帶動鋼水由上往下作循環運動,通過傳質和傳熱達到均勻鋼水成分和溫度的目的。
2.2 鋼包頂吹氧升溫
采用硅鐵合金和硅錳合金作發熱劑,通過向鋼包頂吹氧氣,利用氧氣與發熱元素 Si和 Mn反應放熱,提升鋼水溫度,有關反應方程式如下[6,7]:
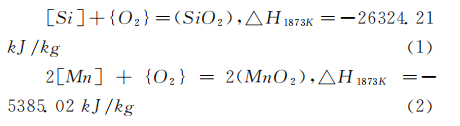
硅、錳氧化產生的化學熱對鋼水、爐渣和鋼包爐襯同時升溫。通常,爐渣與被加熱部分 爐襯均為鋼 水量的10%[8]。馬鋼長材事業部鋼包容積為70t, 平均出鋼量為65t,硅鐵合金(含硅72.5%)和硅錳合金(含硅18.64%、含錳66.6%)中硅和錳收得率分別為90%和95%。以硅鐵和硅錳合金發熱效率和氧氣利用率均為100%為計算依據,分別計算 要使65t鋼水溫度每升高1℃需要加入的硅鐵合金和硅錳合金的量,相關熱力學數據[9],見表1。

由熱平衡計算公式[10],

式(3)中:△T為升溫幅度,℃;Cp鋼水為鋼水比熱容,kj·(℃·kg)-1;Cp 爐渣 、Cp 包襯分別為爐渣和包襯的比熱容,kj·(℃·kg)-1;m 鋼水 、m爐渣和m包襯分別為鋼水量、爐渣量和被加熱部分包襯量,t;△ Hi 為發熱劑熱效應,kj·kg-1;qi和Yi分別為發熱劑中發熱元素含量和收得率,%。
將相關數據代入式(3)計算得到,采用硅鐵合金(含硅72.5%)和硅錳合金(含硅18.64%、含錳66.6%)作為發熱劑時,65t鋼水溫度每升高1℃需 要加入的硅鐵合金和硅錳合金的量分別為0.044kg和0.233kg。
3 具體實施步驟
馬鋼長材事業部根據現場生產異常狀況,并結合具體鋼種冶煉工藝要求,可以靈活選擇頂吹氬攪拌或頂吹氧升溫模式,可以實現鋼水頂吹氬攪拌或鋼水化學升溫的目的。
3.1 鋼包頂吹氬攪拌
3.1.1 鋼包頂吹氬適用條件
鋼種要求:直上不微調鋼種;亮面大小:鋼水亮面直徑 D<200mm 或無亮面。
3.1.2 鋼包頂吹氬操作
(1)頂吹氣體選擇吹氬模式,設定氬氣壓力1.4MPa,氬氣流量1600Nm3/h,將氬氧棒插入鋼水1300~1500mm深度,進行吹氬攪拌,并對鋼水進行測溫。
(2)按照普通碳素鋼系列吹氬時間4min,低合金結構鋼系列吹氬時間6min控制。
(3)吹氬結束后,再次進行測溫取樣,鋼水成分溫度符合工藝要求后,鋼包加蓋,出站連澆。
3.2 鋼包頂吹氧升溫
3.2.1 升溫條件
鋼種要 求:普通碳素鋼系列、低合金結構鋼系列;升溫幅度:低于目標范圍下限10~30 ℃;采用硅鐵(含硅72.5%)和硅錳(含硅18.64%、含錳66.6%)作為發熱劑,利用發熱元素硅、錳與氧氣反應放熱,提升鋼水溫度;頂吹氣體切換成吹氧模式,設定氧氣壓力為1.2MPa,流量為1200Nm3/h。
3.2.2 升溫幅度確定
根據到站低溫鋼水實測溫度,并根據吹氬過程鋼水溫降、補加合金熔化吸熱造成的鋼水 溫降以及出站鋼水工藝要求的目標溫度,確定升溫幅度△T ,可由下列計算公式確定:

式(4)中:△T為升溫幅度,℃;T出站為出站鋼水工藝要求目標溫度,℃;t吹氬為吹氬時間,min;v吹氬吹氬過程鋼水溫降速率,取值范圍為2~4 ℃/min;m硅鐵 、m硅錳分別為補加的硅鐵和錳鐵合金的量,kg;a為每補加100kg合金造成的鋼水溫降系數,取值范圍為0.02~0.04℃/kg;T進站為到站低溫鋼水溫度,℃。
3.2.3 吹氧操作
設定氧氣壓力為1.2MPa,氧氣流量為1200Nm3/h,將氬氧棒插入鋼液1300~1500mm深度向鋼水吹氧,并根據升溫幅度 △T,確定吹氧時間t升溫 ,可由下列計算公式確定。
![]()
式(5)中,t升溫為升溫時間,min;△T為升溫幅度,℃;v升溫為升溫速度,取值范圍為3.25~4.75℃/min。
3.2.4 喂絲脫氧
吹氬結束后,將氬氧棒提出鋼水,采用定氧儀對吹氧結束后鋼水定氧,根據實測鋼水氧含量、出站鋼水目標氧含量的要求,進行喂鋁絲脫氧。喂鋁絲量由下列計算公式確定:

式(6)中,L為喂鋁絲長度,m;w1[O],w2[O]分別為鋼水出站目標氧含量和升溫后鋼水氧含量,ppm;m為鋼水量,t;b為每米鋁絲重量,取值范圍為0.15~0.25kg/m。
3.2.5 補加合金
對定氧后鋼水進行取樣,根據實測升溫后鋼水硅、錳成分以及鋼水出站目標硅、錳成分 的要求,分別補加硅鐵和硅錳合金,補加量分別由下列計算公式確定:
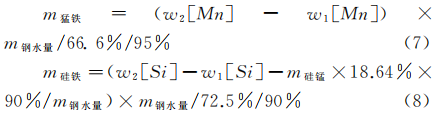
式(7)、式(8)中,m錳鐵 、m硅鐵分別為補加錳鐵和硅鐵合金的量,kg;w1[Mn]、w2[Mn]分別為升溫后鋼水錳含量和鋼水出站目標錳含量,%;w1[Si]、w2[Si]分別為升溫后鋼水硅含量和鋼水出站目標硅含量,%;m 鋼 水 量 為鋼水量,t;66.6%為硅錳合金錳含量;95%為 錳的收得率;18.64%為硅錳合金硅含量;90%為硅的收得率;72.5%為硅鐵合金硅含量。
3.2.6 吹氬攪拌
合金補加完畢后,進行吹氬操作,吹氬時間按照普通碳素鋼系列4min,低合金結構鋼系列6min控制。
3.2.7 測溫、取樣
吹氬末期進行測溫取樣操作,確保出站鋼水成分和溫度合格。
3.2.8 鋼水出站
鋼水成分、溫度以及氧含量符合工藝要求后,鋼包加蓋,出站連澆。
4 應用效果分析
4.1 化學成分分析
以HR400B 鋼種為例,當氧氣壓力為1.2MPa,吹氧流量為1200Nm3/h時,化學升溫前后鋼水成分、溫度以及發熱元素燒損率情況統計,結果如表2所示。
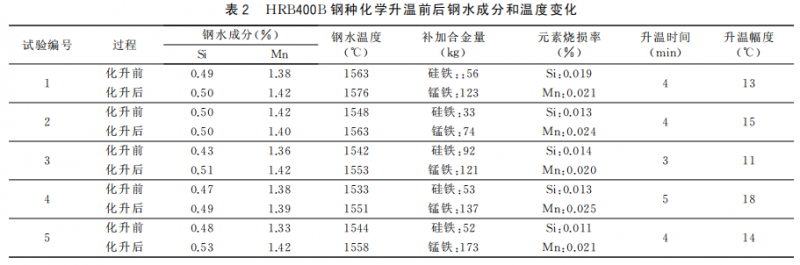
由表2可以看出,采用鋼包頂吹氧化學升溫,其平均升溫速率為3.55℃/min,鋼中發熱元素Si和Mn的燒損率平均為0.014%/min和0.022%/min。
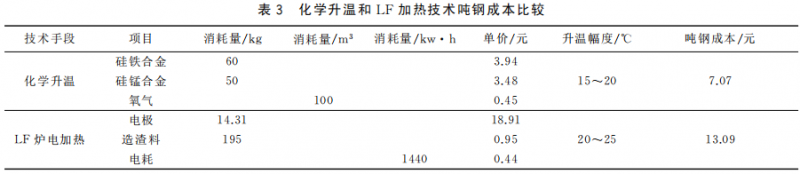
4.2 生產成本分析
以鋼水量65t,化學升溫和LF爐加熱時間分別為5min,Si和Mn的燒損率平均為0.014%/min和0.022%/min為計算依據,兩者噸鋼成本統計,結果如表3所示。由表3可以看出,采用化學升溫方法和LF爐加熱鋼水相同時間時,升溫幅度基本相當,但化學升溫噸鋼 成 本僅為LF 爐的53.8%。因此,在對低溫鋼水進行升溫處理時,化學升溫技術手段優勢明顯。
5 結論
(1)熱力學計算表明,采用硅鐵(含硅72.5%)和錳鐵(含硅18.64%、含錳66.6%)作為發熱劑,以出鋼量65t為計算依據,噸鋼鋼水每升溫1℃,需要加入的硅鐵合金和錳鐵合金的重量分別為0.044kg和0.233kg。
(2)當氧氣壓力為1.2MPa,吹氧流量為1200Nm3/h,吹氧時間為5min時,實際平均升溫速度為3.55℃/min,鋼中發熱元素Si和 Mn的平均燒損率分別為0.014%/min和0.022%/min。
(3)鋼包頂吹工藝作為一種異常生產狀態下補救手段,能有效起到均勻鋼水成分和溫度,以及對低溫鋼水化學升溫的作用,有利于轉爐高效冶煉和生產穩定順行,在同類型鋼鐵企業具有良好的推廣應用前景。
參考文獻:
[1] 段鵬飛,孫慶來.鋼包底吹氬理論及生產實踐[J].山西機械,2002(S1):22-23.
[2] 張華,倪紅衛,成日金,等.150t鋼包底吹氬工藝優化[J].煉鋼,2009,25(5):8-11.
[3] 韓建軍,李士琦,吳龍.鋼包底吹氬攪拌特性[J].北京科技大學學報,2011,33(5):1085-1090.
[4] 張寶鑫,佟曉軍.精煉條件對狹縫式透氣磚使用效果的影響[J].耐火材料,2000,34(1):38-40.
[5] 舒友 亮.提高鋼包吹氬成功率的技術研究[J].江西冶金,2018,38(6):18-20.
[6] 張巖,張紅文.氧氣轉爐煉鋼工藝與設備[M].北京:冶金工業出版社,2018.
[7] 胡曉英,王玉霞,王南輝.轉爐煉鋼用鐵水的硅含量分析[J].寬厚板,2009,15(1):14-15.
[8] 馮聚合.煉鋼設計原理 [M].北京:化學工業出版社,2005.
[9] 王海川,董元篪.冶金熱力學數據測定與計算方法[M].北京:冶金工業出版社,2005.
[10]周軍,潘軍,鄧南陽,等.硅熱法補償轉爐終點溫度技術應用與實踐[J].江西冶金,2022,42(4):37-38.