
焦國帥,馬運強,路肖娟
(河鋼集團邯鋼邯寶煉鐵廠)
摘要:以環冷機密封改造和煙氣處理“一拖一”改造為核心項目,同時進行燒結漏風治理、點火系統優化、布料系統改進、破碎系統周期性管理與優化煙氣循環系統使用,在設備能力提升的支撐下攻關超厚料層燒結,對燒結燒結工藝控制參數更新,實現工序能耗降低5.31kgce/t,固耗降低3.69kg/t,電耗降低12.6Kwh/t,焦爐煤氣單耗降低2.09m3/t,日產水平提升4500噸,內返下降5%,料層提升100mm
關鍵字:環冷機;煙氣排放;工序能耗;料層厚度
1 前言
燒結工序能耗僅次于高爐煉鐵,降低燒結工序能耗可以有效降低鐵前成本,提高企業市場競爭力。本燒結機在未改造前,燒結工序能耗為51.49kgce/t,較先進燒結機46kgce/t差距較大,其中燒結工序能耗重點單項中固體燃耗高達53.37kg/t,電耗高達56.26Kwh/t,點火煤氣消耗高達5.94m3/t,余熱發電僅為15.1Kwh/t。較差的能耗指標反映出燒結設備配置與保障能力較差,由于設備客觀原因造成的生產內控參數不合理,嚴重影響燒結礦產質量,產量與成品率的下降又再次升高了工序能耗,使生產節奏陷入惡性循環,亟需從根本解決。造成燒結工序能耗高的原因主要有以下幾點:
(1)煙氣處理“一拖二”模式下,主抽能力被限制,燒結產能無法釋放,造成公輔設備電耗增加;風量不足燒結料層長期低于800mm,造成燒結自蓄熱能力差固耗上升、點火火焰變長氣耗上升、燒結內返較高。(2)燒結機至脫硫脫硝入口前煙道系統漏風漏風率高達50%,導致有效風減少,料層無法實現厚料層燒結,過多的漏風增加了主抽電耗與脫硫脫硝系統整體工序能耗。(3)環冷密封方式落后漏風嚴重,冷卻能力差,在鼓風機5臺全開的情況下,還需燒結過程終點控制在20號風箱(正常生產23號風箱),才能保證出礦溫度<120℃,這種情況造成燒結礦產量降低、電耗增加,同時較多的漏風嚴重影響環冷1~2段取熱,造成余熱發電低。(4)點火過程控制能力弱、點火效果差、點火熱量利用率低,造成煤氣流量長期保持在高流量水平。(5)四輥破碎過程控制能力較差,燃料粒度跨度范圍大,蓄熱能力適合燒結過程的0.5mm~3mm粒集占比低于50%,破碎差與過破碎情況較多,造成燒結固耗偏高。(6)較差的設備基礎上,生產內控參數被迫讓步,使燒結生產進入非良性循環,造成能源浪費。
2 節能降耗總體思路
以環冷機密封改造和煙氣處理“一拖一”改造為核心項目,同時進行燒結漏風治理、點火系統優化、布料系統改進、破碎系統周期性管理與優化煙氣循環系統使用,在設備能力提升的支撐下攻關超厚料層燒結,對燒結燒結工藝控制參數更新,達到提高燒結礦產質量的同時實現高效低能耗生產的目的。
3 技術方案的制定及實施
1、 重點設備升級改造
(1)環冷機上下水密封改造
原環冷機下密封采用包容式機械密封系統安裝,在環冷機基礎上安裝彈性靜密封裝置,靜密封裝置由自潤滑密封板,動、靜密封裝置依靠彈性壓力可以緊密貼合在一起,隨著使用過程的磨損及變形,密封面發生漏風,環冷機冷卻效率降低,不僅造成電耗增加還抑制燒結產能,余熱發電效率隨之降低。
改造后的密封結構具體為:下部密封水槽采用橡膠機械密封(高溫段氟橡膠,低溫段硅橡膠)加水槽形式,盡可能減少或杜絕進灰,水槽上設置排水管,排出的含泥含塵水利用輸水系統與排水系統相連;下水槽側壁加強,保證垂直度及圓度。插板(刮板)增加豎向筋板,插板(刮板)提高耐磨性及使用壽命。上部密封采用機械密封(不銹鋼絲刷)加水槽形式,考慮冷熱交替加波紋膨脹節。另外,在余熱發電取熱段結束位置的風道上增加一組隔斷密封裝置,防止余熱發電的回鼓熱風及三段風機的冷風相互竄風,提高余熱回收效率。
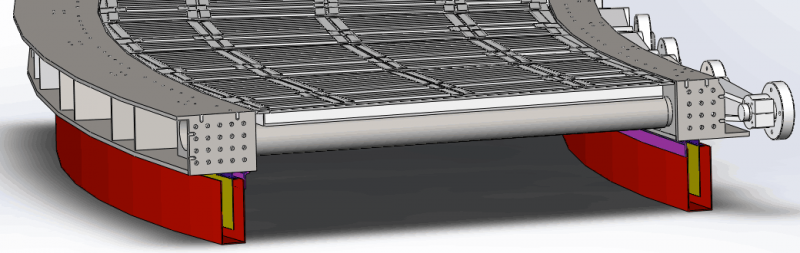
圖1 改造后環冷機下密封示意圖

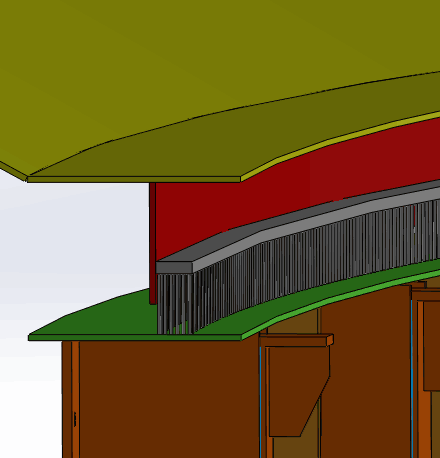
圖2 改造后上部水密封及復合不銹鋼絲刷密封示意圖
改造后的密封結構優點: a、下部采用水密封形式密封效果好,基本杜絕了漏風情況,環冷漏風減少,燒結礦產能得到釋放,環冷鼓風機在線運行臺數減少;采用水密封避免了包容式機械密封形式的維護及更換成本,工作量機維護費用降低;另外在水密封內側增加一組橡膠密封(高溫段氟橡膠,低溫段硅橡膠),基本杜絕了散料及細灰進入水槽內部,減少水槽積灰,降低維護工作量,該橡膠密封還能起到水槽密封的輔助作用,消耗一定的風壓,減少水量消耗。b、上部采用水密封形式密封效果好,避免了欄板與密封罩之間的漏風,相對于裙片密封密封效果更優,維護工作量更低;另外在水密封內側增加一組復合不銹鋼絲刷密封,基本杜絕了散料及細灰進入水槽內部,減少水槽積灰,降低維護工作量,鋼絲刷與欄板水平密封板柔性接觸,密封效果更好。c、增加隔斷密封,在余熱發電一、二段取熱結束后的風道內部增加一組隔斷密封,該密封裝置配合風道隔斷閥門共同作用,將二、三段風道徹底隔斷,可有效防止余熱發電的回鼓熱風及三段風機的冷風相互竄風,提高余熱回收效率。
(2)燒結機頭煙氣“一拖一”改造
原機頭煙氣處理方式為兩臺燒結機共用一套活性炭系統進行脫硫脫硝,但由于需要處理的煙氣實際工況與初始設計條件偏差較大。在超低排放和影響燒結生產方面,入口顆粒物濃度長期較高,造成吸附塔模塊脫硫層排料管堵塞,導致活性炭循環量降低、床層“懸料”和“熱點”頻發;HCl含量高造成噴氨噴嘴和脫硝配氣格柵處大量氯化氨板結,嚴重影響燒結煙氣均勻通過和導致煙氣量不斷萎縮,脫硝層壓差遠超出操作手冊要求范圍;再加上環保限產常態化單風機生產入口顆粒物更高,系統問題疊加,模塊內煙氣流速加快、氣流偏析紊亂,以上情況更加惡化,表現結果是整個系統脫硝率降低,入口NOX濃度在200mg/m3的低水平情況下仍不能滿足出口超低排放要求。在煙氣處理量上,吸附塔模塊全部投運時通過的煙氣量最大為130萬Nm3/h,燒結機產能無法釋放,加上目前系統煙氣量逐步萎縮,燒結礦產量僅發揮產能60%,燒結礦產量太低,嚴重制約公司鐵前生產。
具體改造方案為:2#燒結機采用循環流化床半干法脫硫+布袋除塵+中溫SCR脫硝工藝,采用“一機一塔”布置,脫硫脫硝裝置與主機采用串聯布置方式,包括煙道系統、脫硫除塵系統、SCR系統、工藝水系統、吸收制備及供應系統、脫硫脫硝引風機、煙囪、脫硫灰的氣力輸送、灰庫系統以及電氣系統、儀表控制系統、在線監測系統等。1#燒結機繼續使用原活性炭硫脫硝系統,同時將1號主抽與2號主抽分別對接活性炭系統Ⅱ線與Ⅰ線,實現兩臺燒結煙氣處理“一拖一”改造。
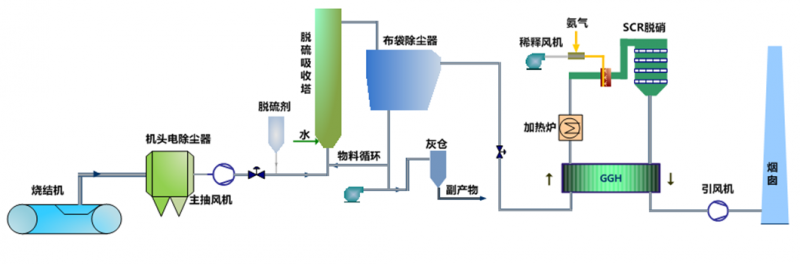
圖3 2#燒結機脫硫脫硝工藝流程圖
“一拖一”改造優點:兩期燒結機主抽能力得到釋放,主抽功率負荷由3800KWh提升至5000KWh,燒結礦日產迅速由20500噸提升至23000噸以上,并在此基礎上逐步提升至25000噸以上;活性炭脫硫脫硝系統在改造后運行負荷減少,模塊運行個數由64減少至62,停運模塊可以進行日常檢查與清理,徹底解決模塊清理與燒結機檢修組織問題;燒結機在定修間隔不變的前提下,檢修時間由36~48小時減少至20~24小時,燒結年作業率得到有效提升;活性炭系統運行負荷減少和模塊得到日常維護,可以長期良性運行,再無為保證環保指標的控產、停機等抑制產量情況。
(3)燒結機布料改造
燒結機料層薄,雙風機生產時料層750mm,單風機生產時料層700mm,為提高燒結料層,需通過布料優化提高燒結過程透氣性與穩定性,對原有布料設備進行改造,具體方案如下:對混勻料倉篦子、混勻料中間倉篦子、混勻料倉篦子,實行3級粒度管理,杜絕大塊影響圓輥布料;優化混合料倉蒸汽噴吹,保證混合料倉南北兩側蒸汽噴嘴均勻分布,同時每根管道加裝球閥,實現出圓輥料溫在水平線上無溫度偏析,保證出圓輥料溫>65℃;升級原有松料器,由六棱鋼改為帶鋼,同時帶鋼接觸料面側打磨出刃,共三層,按8、6、8組合分布;加裝壓料托輥,在進點火爐前,在燒結機東西兩側加裝壓輥,壓實燒結兩側布料,減少邊緣效應;在圓輥布料器邊緣加裝清料刮子,消除燒結布料高低不平與邊緣效應。
除以上改造外重點工作為臺車欄板加高,原燒結機臺車欄板高度為800mm,由200mm欄板+600mm欄板上下組合而成,欄板高度無法滿足攻關超厚料層,在料層提升至820mm左右時,布料過程中臺車兩側掉料嚴重,不僅增加了散料系統負荷,同時未點火散料經過篩分后又進入配料循環,提高了燒結內返,造成皮帶機能源浪費。
具體改造方案:600mm下欄板保持不變,將200mm上欄板改造為300mm,改造后上欄板為相互切合模式,欄板內側改為波浪形,形成阻流條。整體欄板高度提高至900mm后將點火爐隔熱板提升100mm,九輥底梁去除100mm,機尾除塵罩提高100mm,機頭密封罩框架移位,機尾移動支架和機尾受料斗移位。欄板提升后優點:為后期提升攻關900mm超厚料層提供設備基礎,小欄板連接與內設阻流條改進后,有效減少邊緣漏風與邊緣效應。
(4)點火爐下風箱氣料分離改造
燒結機1#~3#風箱位于點火爐下方,閥門為方形閥門且尺寸較大(1#、2#閥門口徑720×900,3#閥門口徑720×1400),依靠閥板開度調整點火負壓,燒結過程進入1#~3#風箱內部的散料依靠閥門通道進入大煙道及燒下灰斗。以上設備結構在生產中容易造成以下問題,首先易堵塞,風量無法控制,1#~3 #風箱散料多、水份高,加上熔劑的粘結性,為了降低風箱負壓調小翻板閥開度,散料在翻板處粘結,隨著散料富集變干變硬,造成風箱堵塞、翻板無法運動,影響設備正常運行;其次磨損大,漏風及備件消耗大,1#~3 #風箱的散料在抽風作用下對風箱內壁造成沖刷,造成風箱磨損嚴重;最后翻板閥本體腐蝕嚴重,運轉不靈活,頭部風箱的散落物料是酸、堿混合體,在高溫下逐漸氧化對風箱各部造成腐蝕,閥體腐蝕后,形成空洞或變形、扭曲,導致整個翻板閥運轉困難。
具體改造方案:去除原1#~3#風箱閥門、變徑管、彎頭及補償器、重新制作變徑管,下方安裝雙層卸灰閥將燒結過程進入1#~3#風箱內部的散料排放至散料小格漏斗、另增加一組支路包含彎頭、管道并加裝補償器及電動風量調節閥,使風箱與大煙道連同為點火提供負壓抽風環境,最終實現料分離。氣路管道采用DN500的電動閥門控制點火風量及負壓,可實現點火所需的精確負壓值及風量要求,可穩定點火環境與點火真空度,實現微負壓點火控制,有效降低焦爐煤氣消耗。同時,風量有效控制可以避免燒結料層被過早抽實,為后期料層攻關提供基礎。
2、燒結機漏風治理
燒結漏風是造成燒結能耗以及排放增加的主要因素,同時燒結漏風治理也是燒結維護過程的難點,開展燒結系統進行了漏風治理,燒結機漏風率由51.4%降低到35%左右,主要完成以下內容:
(1)臺車邊緣效應漏風點
在靠近燒結機臺車欄板處加三根邊篦條,生產時觀察機尾燒結斷面,當邊部垂直燒結速度與臺車中間部位垂直燒結速度一致時,邊緣效應漏風被有效治理。

圖4 盲篦條示意圖
(2)臺車滑道漏風點
將原有固定滑道形式更換為新型雙板簧滑道結構,配套更換臺車彈性滑板,將原彈性滑板改為可調式死滑道,更換后上滑道與下滑道接觸密封間隙更小,另外,保持原滑道潤滑方式,減少了滑道之間的漏風。
圖5 雙板簧下滑道示意圖
(3)機頭、機尾密封板漏風點
采用新型燒結機機頭機尾密封裝置,減小二者貼合面之間的間隙,避免密封蓋板被卡死的現象發生,從而保證燒結機機頭機尾密封良好。制作及安裝燒結機每個風箱之間的隔斷,隔斷使用鋼板制作方箱,內部填充耐磨料,利于風量分布。
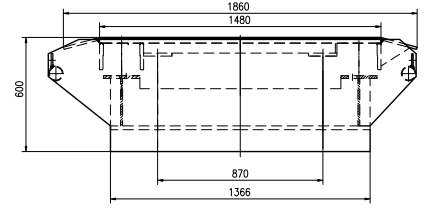
圖6 頭尾密封示意圖
(4)燒結機風箱處漏風點
風箱口耐材清理,連接處進行密封,風箱外部表面焊耐磨襯板或錳鋼板;風箱下口至大煙道中間的所有部件更換。更換大煙道存在漏風的補償器,消除該部位漏風。風箱連接法蘭漏風采用風箱口及軌道梁之間漏風采用角鋼反扣滿焊,消除漏風。
(5)大煙道本體漏風點
檢查大煙道內部耐磨噴涂料損壞情況,以及更換部件后未噴涂部位進行噴涂耐高溫重質耐磨噴涂料,噴涂前需將殘留噴涂層清除并牢固焊接龜甲網,噴涂厚度在40~50mm,最終消除大煙道漏風。
(6)燒下部位漏風點
對雙層卸灰閥上部灰斗,更換下部短節,采用法蘭連接,增加灰斗的耐磨性,并減小更換難度,并按要求在短節四周加焊鋼板進行加固。對卸灰閥至大煙道段灰斗磨損嚴重部位進行內部貼補錳鋼板,厚度16mm,在改造過程對磨損嚴重存在漏風情況的雙層卸灰閥進行更換。
(7)臺車趕道(起拱)漏風點
在燒結機機尾下回程彎軌處安裝機尾彈性壓軌用來消除燒結機臺車在燒結機尾部搭肩起拱。燒結機上部軌道更換,頭部彎軌出口上平段更換,燒結機軌道作為臺車運行的基準,對臺車上下滑板密封存在主要的影響,目前上部軌道由于磨損不均勻,需整體進行更換,更換后應恢復圖紙安裝尺寸,并保證軌道與彎軌的接頭平穩過渡,必要時對頭部彎軌出口平段進行更換。燒結機風箱縱梁保護罩更換,拆除磨損嚴重的舊保護罩,更換新保護罩。由于臺車在改造后軌道梁的剛度不足,造成臺車帶負載后在水平面呈波浪狀運行,在臺車運行至軌道接縫處,兩部臺車欄板出現張口,造成漏風,為解決該漏風,采用在軌道梁下部增加支撐以提高軌道梁剛度的方式,使臺車在帶負載運行時趨于水平,減少兩部臺車欄板的張口。
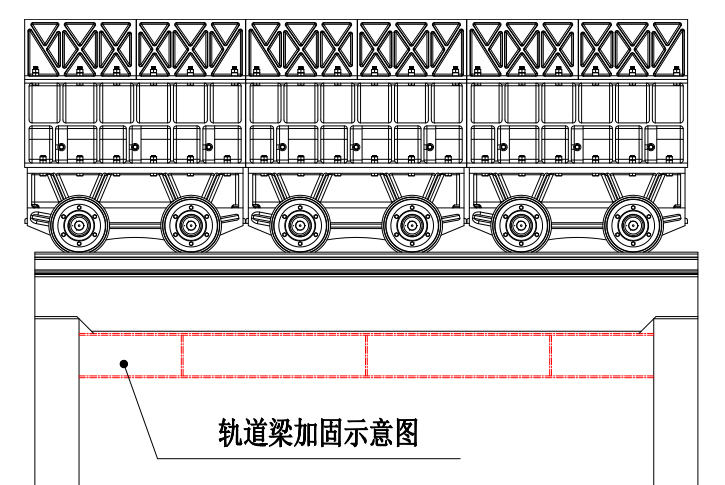
圖7 臺車軌道梁加固示意圖
3、燒結內控參數優化
(1)改造后設備運行制度優化
主抽風機采用全風門、高轉速操作思路,燒結負壓控制在-17.3kpa以下,在確保設備正常負荷情況下,徹底發揮主抽能力;環冷鼓風機使用要求為控制出礦溫度在60~120℃,既保證下游皮帶安全運行,同時杜絕過冷卻現象,即造成電耗浪費,又降低返礦溫度,影響混勻倆提溫,根據季節特性選取鼓風機開啟個數與位置,如表1所示;余熱發電采用一機一操作思路,以環冷料層上壓力為操作要點,通過取熱風機轉速與環冷機料層厚度調整,將上壓力控制在-10~20pa,確保環冷機1~2取熱段熱量最大限度利用。
表1 環冷鼓風機季節性操作制度
|
季節 |
冬季 |
春、秋季 |
夏季 |
|
取熱風機 |
開啟(供暖補氣) |
開啟(發電) |
開啟(發電) |
|
環冷鼓風機 |
用1備4 |
用2備3 |
用3備2 |
(2)生產操作優化與超厚料層燒結
生產操作思路為攻產轉變為穩產提升,杜絕野蠻操作,減少燒結過程變量調整,以穩定混勻料倉為操作基礎,定燒結機機速,上料量與料層厚度根據混合料透氣性緩慢加減,這種操作提高了燒結過程穩定性,減少過程變量,減少臺車前進方向上混合料的溫度與水分偏析。具體參數控制范圍如表2所示。
表2 燒結機控制參數
|
混合料倉范圍 |
綜合上料量調整 |
機速調整范圍 |
圓輥調整頻次 |
BTP位置 |
大煙道溫度 |
|
50±5t |
≤10t |
≤0.02m/min |
5min/次 |
22.5~23 |
130℃~145℃ |
經過以上設備升級改造與穩定燒結過程為厚料層燒結奠定的基礎,兩期燒結機料層由750mm提升至850mm以上。料層提升增強料層自蓄熱能力有效減少固體燃耗消耗;提料層的升高縮短了點火火焰長度,減少了煤氣與空氣流量,以保持火焰高溫段集中于料面,從而降低煤氣消耗;厚料層減少了點火熱量損失,隨著料層提升,爐膛容積變小,與外界接觸面變小,熱輻射損失降低,提高了保溫性能,從而降低煤氣消耗與改善表面燒結礦質量;厚料層燒結可以改善燒結粒度組成,兩期燒結機返礦率由22%下降至18%,增大燒結礦出礦率,進而增加產量,降低工序能耗。
(3)煙氣循環系統優化
煙氣循環風機操作采用全風門、調轉速方式,在確保循環比例>25%前提下節約電耗;煙氣循環風箱選取,以2個低溫段+4高溫段模式,確保循環煙溫160℃~210℃之間,充分利用循環煙氣熱量,減少固體燃料投入;循環煙氣罩內負壓控制在-10~-5pa,罩內氧含量控制在18%以上,在確保燒結過程穩定前提下,提高循環比例,降低脫硫脫硝系統煙氣量處理符合,減少能源消耗。
(4)點火參數優化
在設備改進與實現穩定厚料層燒結后,在保證點火質量的前提下,以降低焦爐煤氣消耗為目標展開點火工藝參數優化,優化情況如表3所示。
表3 工藝參數優化情況
|
工藝參數 |
混合料水分 |
空煤比 |
1#~3#風箱負壓 |
點火溫度 |
|
優化前 |
7.2%±0.2% |
5.0 |
-7Kpa~-8Kpa |
1100℃±50℃ |
|
優化后 |
7.0%±0.1% |
6.5 |
-4Kpa~-5Kpa |
1050℃±50℃ |
穩定水分率,混合料水分控制標準由7.2%±0.2%下調至7.0%±0.1%,混合料水分穩定是厚料層燒結的保證基礎,同時適當降低水分率能夠減少煤氣使用量。通過穩定皮帶秤下料與加水系統達到穩定水分率目的;上調空煤比,降低煤氣消耗,富氧點火可以提升點火溫度,燒結表層固體燃料利用率提高,當空煤比由5.0提升至6.5,焦爐煤氣流量由1700m3/h下降至1400m3/h,點火溫度提升40℃,繼續提升后,出現下降效果,故選取空煤比為6.5;調整爐膛負壓,1#~3#風箱經氣料分離改造后,可準確控制風箱負壓,經大量實驗數據得出,1#~3#風箱負壓控制在-4KPa~-5KPa之間,可保證爐膛負壓達到-3~0Pa,保證點火深度控制在15mm~25mm,保證點火真空度控制在合理范圍內,實現微負壓點火,避免了點火熱量的損失與浪費;點火溫度由1100℃±50℃調整為1050℃±50℃,由于料層提升,爐膛容積變小,熱量散失減少,故不需要過高的點火溫度。
(5)破碎系統優化
鑒于燃料破碎系統使用負荷大,設備磨損率高的問題,進行了破碎系統工藝優化,對4輥使用制度、破碎給料量和輥間距調整進行優化。優化使用后可消除破碎后燃料粒度大和過破碎現象,可有效將破碎后燃料0.5~3mm粒度范圍控制在70%以上
四輥使用制度:四輥設備實行輪流使用、輪流車輥制度,日常采用“開3備1”模式,備用設備進行車輥維護,輪流使用和維護,確保四輥周期性正常運轉,以提高設備良好率,保證燃料破碎效果。
破碎給料量:根據四輥使用周期和燃料種類進行不同給料量調整,以焦粉為例針對新輥、使用中期輥、使用末期輥分別采用25Hz、20Hz、15Hz給料量,確保破碎粒度,在破碎燒結煤時,由于燒結煤水分與硬度較大,四輥采用20Hz、15Hz、10Hz給料量。
輥間距調整:焦粉粒集較大,破碎時四輥調整范圍為2~3mm,太大則達不到破碎效果,太小則設備震動太大容易跳閘;燒結煤粒度較細,四輥間距調整為1.5~2mm。
4 實施效果
通過主要設備改造升級、燒結機漏風治理、燒結內控參數優化和活性炭系統優化升級,實現了燒結全區域工序能耗降低的目的,工序能耗由51.49kgce/t下降至46.18kgce/t,下降比例為10.31%。其它主要參數詳細如表4所示。
表4 主要參數變化情況
|
年份 |
工序能耗 |
固耗 |
電耗 |
焦爐煤氣 |
余熱發電 |
日產 |
內返 |
料層 |
|
kgce/t |
kg/t |
Kwh/t |
m3/t |
Kwh/t |
t/d |
% |
mm |
|
|
2020 |
51.49 |
53.37 |
56.26 |
5.94 |
12.36 |
20500 |
22 |
750 |
|
2021 |
50.52 |
55 |
53.65 |
5.04 |
15.69 |
21000 |
22 |
780 |
|
2022 |
48.24 |
54.35 |
47.25 |
3.91 |
18.69 |
23500 |
19 |
830 |
|
2023 |
46.18 |
49.68 |
43.66 |
3.85 |
16.02 |
25000 |
17 |
850 |
|
優化比例 |
10.31% |
6.91% |
22.40% |
35.19% |
51.21% |
21.95% |
22.73% |
13.33% |
注:優化比例為2023年較2020年參數對比,以2022年參數為基準
(1)應用后相比2020年工序能耗由51.49kgce/t下降至46.18kgce/t,下降5.31kgce/t,優化比例為10.31%;
(2)應用后相比2020年固耗由53.37kg/t下降至49.68kg/t,單耗下降3.69kg/t,優化比例為6.91%;
(3)應用后相比2020年電耗由56.26Kwh/t下降至43.66Kwh/t,單耗下降12.6Kwh/t,優化比例為22.40%;
(4)應用后相比2020年焦爐煤氣由5.94m3/t下降至3.85m3/t,單耗下降2.09m3/t,優化比例為35.19%;
(5)應用后相比2020年余熱發電由,12.36Kwh/t提升至18.69Kwh/t,發電提升6.33Kwh/t,優化比例為51.21%;
(6)應用后相比2020年生產參數得到優化,日產水平提升4500噸,內返下降5%,料層提升100mm;