
陳鴻旭1 ,陳智1,葛晴晴1
(1.寶武鋼鐵集團----馬鞍山鋼鐵股份有限公司特鋼公司, 安徽,馬鞍山,243000)
摘要:應用紅外熱成像原理及比色測溫技術,建立了爐內鋼坯全視場溫度監測系統,對加熱爐內鋼坯溫度進行準確、連續測量。建立了爐內鋼坯加熱過程數據庫并實現了與L1的OPC通訊,實現實時顯溫實時控溫。編制了遠程客戶端數據庫查詢分析軟件,實現工藝持續優化。
關鍵詞:加熱爐;爐內鋼坯溫度;比色測溫; OPC通信
傳統加熱爐燃燒控制大多以熱電偶測量爐膛溫度為依據,通過建立加熱爐參數模型,再對加熱爐熱工參數進行調節控制,但由于熱電偶所測量到的溫度只是貼近爐壁的爐膛溫度,并非被加熱鋼坯溫度,且熱電偶測溫的滯后性以及被測量區域和數量的有限性[1],使得傳統加熱爐燃燒控制不能實現對爐內鋼坯升溫過程的有效控制,不能滿足高端產品的生產的要求。
本項目應用基于紅外熱成像原理及比色測溫技術,建立了爐內鋼坯全視場溫度監測系統,建立了爐內鋼坯加熱過程數據庫,編制了遠程客戶端數據查詢分析軟件。實時顯示畫面及鋼坯溫度,有利于對加熱過程做出合理的調控,指導操作工合理操作,保證鋼坯加熱符合工藝要求。
1 比色測溫原理及現場應用:
通過建立兩個不同波段輻射強度比值與溫度之間函數關系的方法,衍生出比色測溫法,它降低了被測物輻射率對輻射測溫的影響,解除了發射率未知對測溫的限制[2]。通過在爐內加熱段及均熱段位置開孔安裝紅外面陣探測器,可以及時捕捉實時熱像,通過比色測溫原理計算出相應位置的目標溫度(見圖1),圖像分辨率可以達到700線對,成像效果可達720P,色彩本征還原,能夠更加直觀便捷的觀察到加熱爐內溫度場的均勻性。
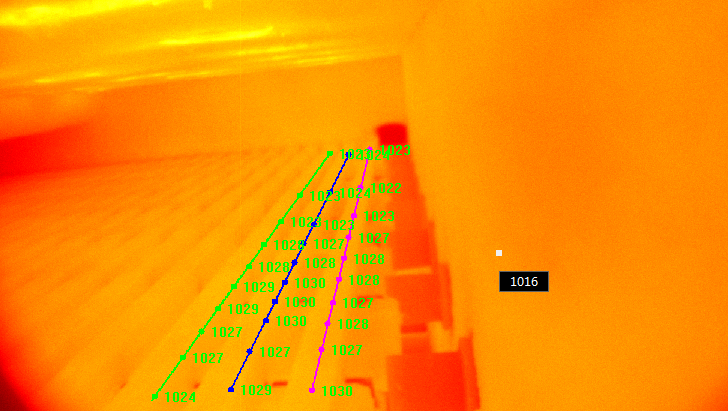
圖1. 加熱爐內全視場溫度實時監測圖像
Figure 1. Real-time monitoring image of full field temperature in heating furnace
2 修正測溫模型
但是,由于爐內燒嘴火焰背景、爐內煙氣以及鋼坯涂料等輻射、反射光的干擾,會影響到探測器捕捉到的紅外熱像,導致測量溫度絕對值上可能具有一定偏差。因此,我們運用以下兩個方案對測溫模型和實際溫度進行對比、修正。
1) 標準黑體輻射源監測驗證
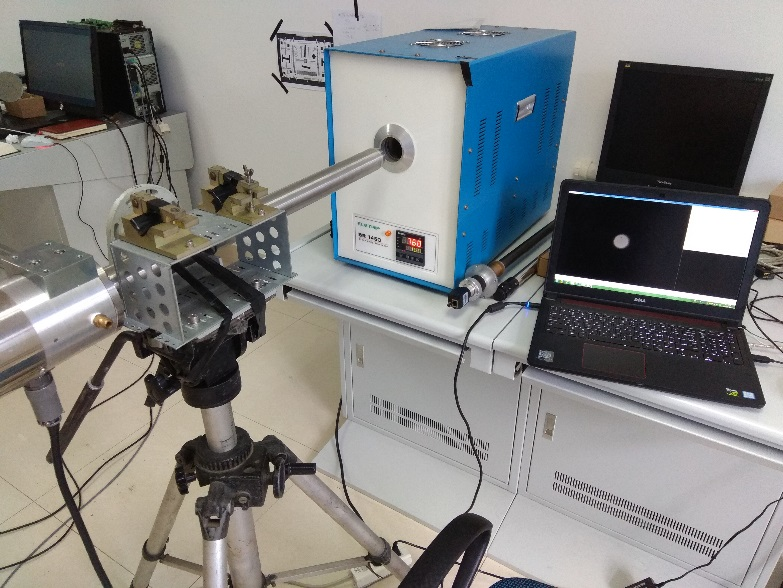
圖2. 黑體輻射源監測驗證
Figure 2. Monitoring and verification of blackbody radiation source
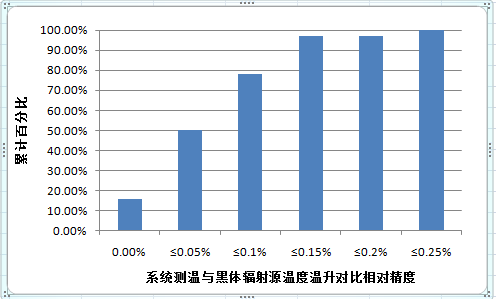
圖3. 系統測溫與黑體輻射源溫度溫升對比精度
Figure 3. Comparison accuracy between system temperature measurement and blackbody radiation source temperature rise
本系統經黑體輻射標定(見圖2)后,再進行了驗證實驗,
實驗參數:基礎本底溫度750℃ ,保溫10min。
實驗結論:在標準黑體輻射源上驗證,本系統絕對誤差和相對精度優于0.3%達到項目0.5%精度要求(見圖3)。
2) 現場黑匣子驗證
在實際爐膛環境下,由于待測材料及環境變化,對材料紅外輻射率及反射率存在影響,因而會引起系統測量溫度的絕對值偏差。本系統并不追求絕對值的準確性,但通過黑匣子矯正可以盡量減小與絕對值的偏差[3]。
從鋼坯溫度均勻性來分析,由表1,鋼坯軋側與非軋側溫度偏差可以看出,視頻測溫方式與黑匣子測溫方式相對一致,相對溫度偏差在0~2℃左右。從溫升變化來分析,每間隔相同時間,熱電偶溫升變化與視頻測溫溫升變化,兩者相對誤差基本在2℃,相對誤差精度達到0.3%。
表1 溫度監測系統相對精度(按鋼坯溫度均勻性) 單位:℃
Table 1 Relative precision of temperature monitoring system
(according to billet temperature uniformity) Unit:℃
|
恒溫段溫度(黑匣子) |
均勻性對比 |
||||
|
非軋 |
中部 |
軋側 |
軋側-非軋 |
軋側-中部 |
中部-非軋 |
|
1125.88 |
1132.28 |
1134.39 |
8.51 |
2.11 |
6.4 |
|
恒溫段溫度(視頻溫度) |
|
|
|
||
|
非軋 |
中部 |
軋側 |
|
|
|
|
1084.14 |
1089.55 |
1090.17 |
6.03 |
0.62 |
5.41 |
|
偏差 |
2.48 |
1.49 |
0.99 |
||
3 建立信息共享平臺:
3.1 客戶端及移動APP的遠程訪問
遠程訪問程序界面如下圖4、5、6所示,分別為PC客戶端及APP歷史數據、實時數據查詢及數據分析。
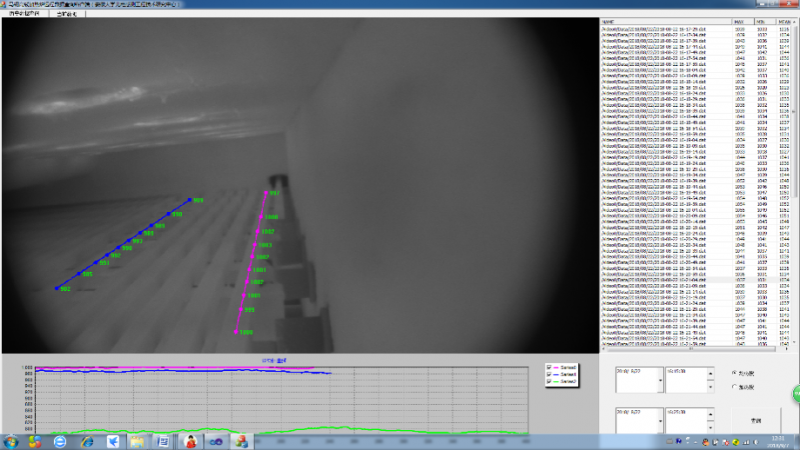
圖4. PC客戶端遠程訪問及分析
Figure 4 Remote access and analysis of PC client


圖 5. APP遠程訪問
Figure 5. APP remote access


圖 6. APP數據分析
Figure 6. APP data analysis
4 實施效果
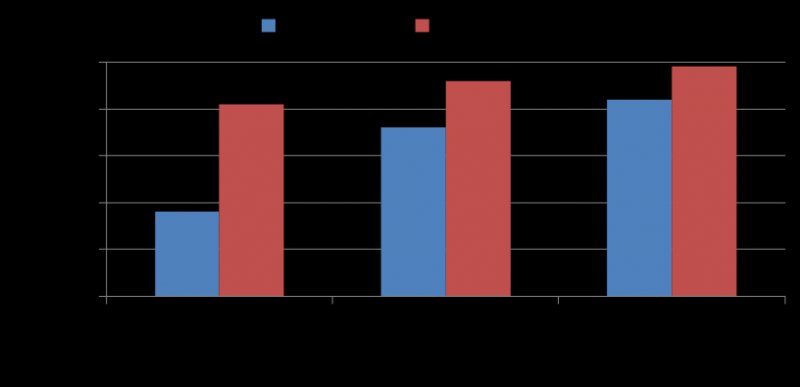
圖7. 實施前后彈簧鋼脫碳指標對比
Figure 7. Comparison of decarburization indexes of spring steel before and after implementation
實施前:脫碳層≤0.5d占比68%、≤0.8d占比86%、≤0.1mm占比92%;
實施后:脫碳層≤0.5d占比91%、≤0.8d占比96%、≤0.1mmd占比99% 。
由圖7可知,鋼坯加熱脫碳得到有效的控制,高端線材產品表面脫碳減少,產品脫碳指標達到國內一線線材生產廠的水平。
5結論
開發的爐內鋼坯全視場溫度監測及信息共享平臺,是以普朗克黑體輻射定理為基本理論,利用紅外CCD攝像機、數字圖像處理技術、共享內存通信、流媒體服務器、遠程FTP服務器訪問技術、手機APP訪問技術來計算分析加熱爐內鋼坯溫度實時變化趨勢的系統。視頻圖像成像效果可達720P,結合L1獲取過程參數數據,通過溫度模型進行鋼坯溫度計算。
經黑匣子溫度驗證,視頻測溫方式與黑匣子測溫方式溫度變化趨勢保持一致,靈敏度相當,相對溫度偏差在2℃左右,測溫相對精度達0.2%滿足技術目標的要求。
參考文獻
[1] 梅熾.有色冶金爐[M].北京:冶金工業出版社, 1994.
[2] 候東旭 . 加熱爐內鋼坯溫度監測系統及信息共享平臺研發[D]安徽大學 , 光學工程(專業學位),2019, 碩士.
[3] 黃敏, 蔣小勤,翟 煒. 板坯加熱質量在線評價量化, 工業爐[J], 2018年1月第1期第40卷:33-35.