
馬 晉
(酒鋼集團煉鐵廠燒結設備保障作業區, 甘肅 嘉峪關 735100)
摘 要:豎爐球團齒輥裝置是豎爐運行的關鍵設備設施,運行中出現齒輥輥子斷裂、輥圈掉塊本體質量缺陷,以及設備檢修后出現齒輥阻力大、液壓缸易泄露、設備內部隱蔽結構件安裝后不到周期便出現磨損漏水等故障問題,對生產工藝過程控制、產量和質量需求、檢維修組織及成本造成很大影響。結合以上問題進行認真分析和研究,從源頭控制輥子質量,同時加強齒輥裝置中潤滑系統、零部件安裝尺寸、安裝步驟順序的優化,嚴格控制檢修過程的驗收及細節數據,提高設備穩定可靠運行,確保生產過程的穩定。
關鍵詞:齒輥裝置;質量;故障;驗收;精細化管控
0 引言
煉鐵廠豎爐球團齒輥裝置是豎爐爐體核心設備,主要對爐體內部的球團礦進行破碎和為下道工序進行間斷或持續性供料,其運行穩定對工藝過程產量和質量影響很大。目前問題表現如下:在齒輥輥子質量不達標,本體出現斷裂及輥皮脫落;潤滑系統和齒輥裝置檢修過程質量把控不嚴格,開機后出現齒輥阻力大,熱負荷時極易出現潤滑系統泄露及液壓缸壓力偏高或齒輥輥子轉不動情況,齒輥裝置內部結構件隱蔽部位發生異常磨損,加劇內部劣化,冷卻壁和斜漏斗局部出現漏水情況,漏點判斷及處理難度大,對球團礦的產量、質量造成影響。
1 齒輥裝置問題概述
1)若齒輥質量不達標,出現斷裂后必須停運輥子,停運輥子上部的物料會逐漸堆積,影響上部烘干床的布料,特別是分布在爐體內部兩端面的輥子會在爐子內部長期形成堆積,造成下料不暢,爐況不穩定。
2)因潤滑系統和齒輥裝置檢修過程質量把控不嚴,開機后出現齒輥阻力大,液壓缸壓力超高運行,密封易泄露,檢修頻繁,維修費用高;齒輥輥子密封位置的冷卻壁和卸料斜漏斗局部出現漏水后,影響球團礦的質量,成品礦粉末率高,灰塵大,周圍環境差,檢修時間長。
2 齒輥裝置問題分析及解決措施
1)針對齒輥主軸斷裂及輥皮脫落問題,要求廠家供貨前對主軸進行探傷無缺陷,到貨后對設備備件進行各級驗收確認。同步對齒輥輥皮結構進行改造,輥皮由單獨均布結構改為整體式結構,從運行情況來看相對平穩。
2)齒輥裝置檢修質量是影響齒輥運行的主要因素[1],為了避免出現齒輥阻力大、液壓缸易泄露、冷卻壁和斜漏斗內部磨損漏水等情況,必須規范豎爐球團齒輥裝置檢修,抓好檢修過程的質量控制點,加強對齒輥檢修過程的驗收及細節管控。
3 齒輥裝置檢修過程各環節精細化管控要求
3.1 液壓系統檢修要求
1)各齒輥分配器高壓油管接頭拆卸后立即對各油孔安裝絲堵,防止灰塵雜質混入液壓系統油管內;對各液壓缸、油泵油孔及其他液壓元件也立即安裝絲堵上緊,防止灰塵雜質混入[2]。
2)使用濾油機將油箱內 HM46 號抗磨液壓油從油箱全部抽出,進入油箱內對殘存在油箱側壁、油箱隔板、油箱底板的廢油進行徹底清理,再用洗油整體清洗擦拭干凈,確認和油箱相關的其他氣割、焊接作業全部完成后,最后用白面團對油箱各個部位進行黏附,完工后立即密封緊固油箱上蓋。注油時使用濾油機出油管接至油箱頂部回油過濾器內,經雙層濾網過濾后再流入清洗干凈的油箱內,依次逐筒添加至油位刻度線 2/3 處。提前對油脂進行化驗,指標正常后利舊。
3)檢修過程回裝各類油管接頭時,O 形橡膠密封圈全部重新更換為新件,禁止舊密封墊繼續使用。將液壓站所有管線、液壓閥臺、油泵、油箱、地面用洗油全部擦拭干凈,確保系統空載試驗所有連接部位接頭無滲漏;油管固定卡子連接螺栓齊全、緊固,油管無移位和振動。
3.2 齒輥拆除、安裝技術要求
1)拆除齒輥軸承包時對其進行編號(如 1 號南、1 號北),紅油漆字跡清晰規范,擺放整齊,對緊固螺栓進行保護性拆除。組裝軸承座調整墊片時,拆除楔形調整墊片,放置在定置區,擺放整齊,不得遺失。
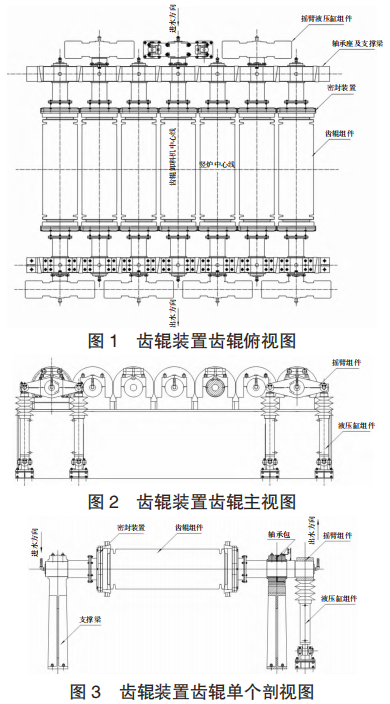
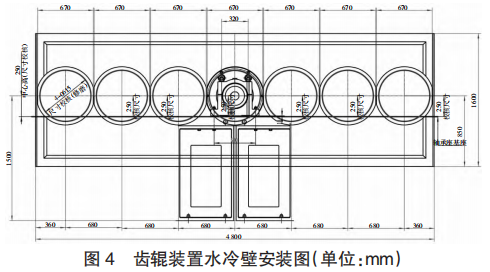
2)齒輥安裝工序技術要求:檢修人員和專職點檢員首先需熟知齒輥設備相關零部件裝配圖,研究清楚相關裝配關系和設計控制尺寸,如圖 1—圖 3 所示。
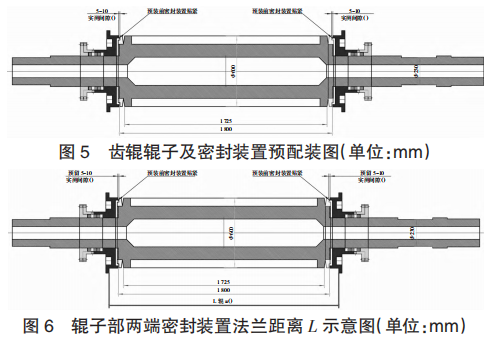
3)安裝齒輥輥子前,對南北兩側水冷壁輥子密封孔中心和軸承包基座標高差進行逐個測量(1 號—7 號),按照軸承包基座與水冷壁擋板孔安裝設計圖比對,按照 1 號輥南、1 號輥北進行記錄,將 7 個輥子測量結果記錄清楚,齒輥裝置水冷壁安裝圖如圖 4 所示。
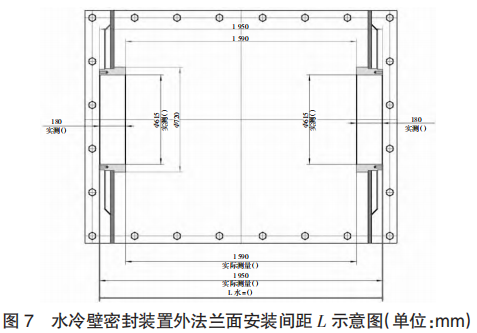
4)安裝齒輥輥子前,對齒輥輥子及密封裝置進行預配裝,將輥子部兩端密封環及密封裝置向中間方向靠近裝配到位,預配裝圖如圖 5 所示。對每根齒輥輥子部兩端密封裝置法蘭距離 L 輥進行測量,如圖 6 所示,分別將 7 個輥子測量結果記錄清楚。
5)安裝齒輥輥子前,首先對齒輥兩側水冷壁密封裝置外法蘭面安裝間距 L 水進行測量,如圖 7 所示。實際測量后,經初步尺寸核算,確保同一件輥子軸向總控制間距 L 水 -L 輥,確保輥子裝配后的軸向總間隙。
3.3 齒輥與水冷壁裝配工序安裝要求
檢修人員和專職點檢員需熟知齒輥密封裝置裝配圖,研究清楚相關裝配關系和設計控制尺寸,如圖8 所示。
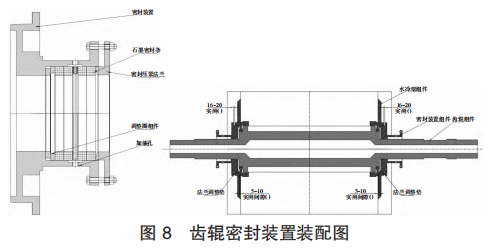
1)回裝新輥子前,進行安裝參數校核,測量水冷壁中心孔至軸承包底座平臺的尺寸;檢測水冷壁密封腔體孔壁磨損情況,以原設計孔為基準進行堆焊修磨,修磨處表面平整光滑、無高點,待專職點檢員、技術人員確認無誤后,方可回裝新輥子。
2)新輥子回裝到位后,首先將輥子中心線與圖中豎爐爐體中心線重合,相差偏差宜≤2 mm。
3)南北兩端安裝新密封裝置及其法蘭型調整擋圈,調整擋圈緊固(焊接)前,用盒尺測量輥子一端(端面)至水冷壁外擋圈的距離,齒輥回裝后進行盒尺測量,測量軸向間隙大小,密封裝置螺栓緊固后與輥子本體端面距離應≥25 mm,<25 mm 時加裝調整法蘭墊片,法蘭調整墊在南北兩端尺寸厚度相同,確保輥子保持在中心線上。
4)安裝齒輥密封裝置時,石墨盤根纏繞 3~4 圈,每圈盤根在安裝時接頭錯開 120°;分油環安裝至對應的油管接頭位置,密封壓蓋法蘭連接法蘭螺栓壓緊到位后,確保密封壓蓋法蘭和水冷壁密封腔體法蘭縫隙間距保持 25~30 mm,用于后期密封緊固調整。
5)齒輥軸承上、下銅瓦全部更換新件,上下軸承瓦連接螺栓緊固到位,對軸承底座進行找正,回裝調整墊片組時,將輥子軸兩端(南 / 北)采用千斤頂或倒鏈同時頂起,與該側密封裝置密封定環壓蓋內孔上沿貼緊,用板尺測量下軸瓦與該處軸的最大間隙,選擇相應的專用墊片,將其加裝在軸承底座螺栓孔。
6)加裝完墊片后固定軸承座螺栓。以此方法調整另一端軸承座,將千斤頂泄壓拆除,用塞尺測量軸瓦、密封裝置的實際徑向間隙,與左右兩側間隙存在偏差時,對軸承座與輥子進行重新找正,安裝完重新用塞尺測量實際間隙,并進行記錄,填在專用記錄表格中,進行驗收歸檔,具體表格如表 1 所示。

3.4 搖臂裝置安裝要求
搖臂裝置裝配圖如圖 9 所示,安裝要求:
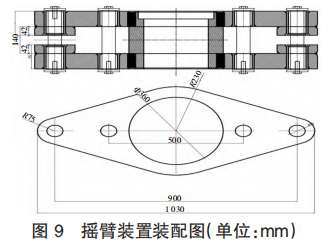
1)順序:首先將里側搖臂、棘輪、尼龍套回裝,棘輪裝至到位,再回裝外側搖臂、銷軸、棘爪、尼龍襯套。
2)搖臂兩安裝孔中心距依據尺寸要求確定,兩側搖臂最小距離偏差≤±1 mm。
3)安裝后缸體中心線鉛垂度上、下偏差≤2 mm/m。
4)搖臂上四處銷軸孔裝配為過渡配合,安裝時不允許對搖臂銷軸孔進行擴孔,銷軸表面不得用磨光機打磨,以保證安裝精度。
5)搖臂安裝完成,對軸頭進行焊接限位塊,防止搖臂在運轉中棘輪及其鍵條竄動。
3.5 液壓缸、冷卻水管安裝要求
1)回裝旋轉接頭時,將密封處的密封件重新更換新件,不得用舊密封元件代替,密封處無泄漏,連接可靠,液壓缸與搖臂用銷軸連接時,兩端采用專用隔套進行,保證軸向位移量≤3 mm。底座四條螺栓緊固到位。最后安裝銷軸限位塊。
2)齒輥安裝應保證齒輥在空負荷時轉動靈活,不得有卡阻現象及其各部位緊固螺栓有松動現象。
3.6 齒輥安裝檢修注意事項
1)對各輥子之間間隙、軸向水平度誤差進行測量并記錄,南北側同心度差小于 2 mm。
2)確保各輥子軸和密封裝置密封固定環四周間隙為 0.3~0.7 mm,進行測量并記錄。
3)支撐軸承上瓦和軸徑向間隙≤0.50 mm,測量并記錄。
4)兩法蘭面間隙 25 mm。
5)軸瓦間隙:徑向間隙 0.20~0.30 mm,定位端軸向間隙 0.20~0.23 mm;水平度≤1 mm/m。密封裝置兩法蘭面間隙滿足:25 mm≤B≤45 mm。
6)豎爐齒輥間隙,軸承包找正完畢后,齒輥軸線與水冷壁擋板圈的中心線力求同心,不同心度偏差小于 3 mm;齒輥安裝高度視水冷壁擋板圈中心孔位置可適當調整,地腳螺栓緊固,加帶備母,待齒輥安裝完畢后對楔鐵調整墊進行楔緊。
7)對安裝好的密封腔體進行連接油管及油泵打油,以接觸面出油為止,對軸承瓦進行加油,測量軸瓦間隙前不允許加潤滑油脂,避免測量數據存在偏差。
3.7 齒輥空負荷、熱負荷調試
1)齒輥及其液壓系統全部檢修完畢后,將各油管、冷卻水管連接處進行檢查、驗收,閥門全部打到開位上,確認無誤后,進行送電試機,期間每臺油泵應逐獨進行調試,嚴禁同時將 2 臺以上電機油泵開啟調試。
2)檢查空負荷時,油泵、疊加式閥組、液壓缸、搖臂、輥子等工作狀態正常,出現異常時,立即卡停油泵開關,進行檢查排除故障。
3)熱負荷運轉一段時間后,將齒輥電機油泵停機,對軸承包地腳螺栓、密封裝置壓蘭螺栓、液壓缸地腳螺栓、油泵螺栓重新緊固一遍,完成后重新啟動齒輥油泵運轉,交付生產上料。
4 實施后效果
1)嚴格按照齒輥裝置檢修過程各環節精細化管控要求,對照技術參數要求,按照規范安裝、優化步驟等,認真把關每項驗收,保證設備修后質量達標,使參數恢復到設計精度,穩定設備運行。
2)對設備進行備件質量驗收確認,運用好相關儀器,避免本體缺陷造成故障。
3)生產爐況穩定,產量和質量達標。
參考文獻
[1] 褚海濤.機械工程設備安裝技術存在的問題及質量控制措施研究[J].科技風,2021(13):183-184.
[2] 葛天麟,席伯賓.淺談機械設備的安裝與調試[J].中國設備工程,2021(6):226-227.