
胡春暉 陳生利 柏德春 余駿
廣東中南鋼鐵股份有限公司
摘要:高爐停爐對爐缸進(jìn)行修復(fù),需要對爐缸進(jìn)行清理,目的是清除爐缸內(nèi)部殘留渣鐵,便于后續(xù)爐缸澆注或者是爐缸炭磚砌筑。清理爐缸殘留渣鐵,作業(yè)難度非常大,安全風(fēng)險較高,作業(yè)周期長。爐缸清理是否干凈,關(guān)系到高爐投產(chǎn)后爐缸安全及長壽,是高爐爐缸修復(fù)的關(guān)鍵技術(shù)點(diǎn)。結(jié)合生產(chǎn)實(shí)踐,闡述了清理爐缸過程中放殘鐵作業(yè)、清理作業(yè)、安全管控等具體技術(shù),提出了系列關(guān)于爐缸清理創(chuàng)新思路,為不斷優(yōu)化爐缸清理技術(shù)提供借鑒。
關(guān)鍵詞:高爐;停爐;爐缸清理;放殘鐵;降料面
引言
分析酒鋼7號高爐爐況波動的原因,總結(jié)穩(wěn)定爐況具體措施。從治理風(fēng)口破損、穩(wěn)定煤氣流分布、送風(fēng)制度調(diào)整、原燃料變化應(yīng)對和爐況管理以及設(shè)備管理等方面闡述了穩(wěn)定爐況的具體操作實(shí)踐,逐步解決了7號高爐風(fēng)口異常破損、非計(jì)劃休風(fēng)頻繁、煤氣流分布不均勻、生鐵含硅波動較大等問題,高爐爐況實(shí)現(xiàn)了長周期穩(wěn)定順行。
1 高爐停爐
1.1降料面作業(yè)
本次停爐采用洗爐的方法來減少爐墻黏結(jié)物,改善渣鐵流動性,活躍爐缸。停爐前10d,通過調(diào)整礦焦布料角度,適度發(fā)展邊緣,沖刷爐墻;同步調(diào)整高爐冶煉參數(shù),[Si]0.4%~0.8%、R1.05~1.15、S0.025%~0.045%、MgO8%~9%、Al2O315.5%以內(nèi),為保證爐缸熱量充沛,鐵水溫度目標(biāo)按爐次PT≥1470℃進(jìn)行調(diào)控。停爐前2d開始降低煤比冶煉,噴煤比由170kg/t降至120~130kg/t;在配料制度方面,每批料加入少量硅石、錳礦,降低爐渣堿度;停爐前12h開始逐步退負(fù)荷,8h開始改全焦冶煉,全焦冶煉時的負(fù)荷約為2.9t/t,根據(jù)冶煉周期計(jì)算,待全焦負(fù)荷到達(dá)風(fēng)口下方時,組織高爐預(yù)休風(fēng),利用預(yù)休風(fēng)時間處理停爐相關(guān)設(shè)備以及相關(guān)準(zhǔn)備工作。在預(yù)休風(fēng)時,高爐爐頂料面最后一批次放入10t凈焦,一方面便于預(yù)休風(fēng)爐頂點(diǎn)火作業(yè),另一方面改善休風(fēng)后料柱透氣性。
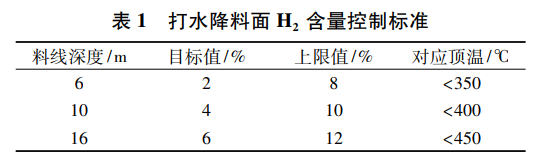
預(yù)休風(fēng)結(jié)束后,高爐開始送風(fēng)降料面,采用爐頂打水降溫工藝來控制爐頂煤氣溫度,控制標(biāo)準(zhǔn)按照350~450℃進(jìn)行,當(dāng)煤氣溫度高于450℃時,爐頂霧化打水系統(tǒng)自動打開;當(dāng)煤氣溫度低于350℃時,霧化打水系統(tǒng)自動關(guān)閉。在打水降溫過程中,嚴(yán)格控制煤氣中H2含量[1]。當(dāng)H2含量超標(biāo)時,必須實(shí)施減風(fēng)操作,同時減少打水量,直到H2含量在控制標(biāo)準(zhǔn)內(nèi)。停爐降料面H2含量控制見表1。
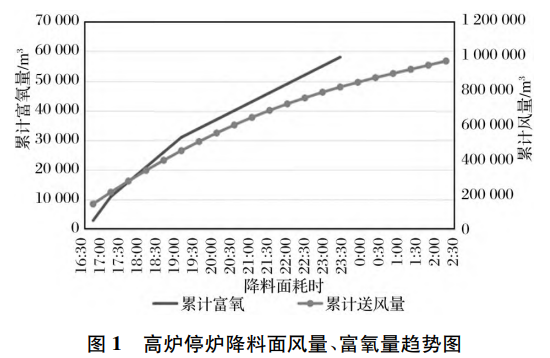
高爐降料面開始階段,富氧量按照日常最高值控制,隨著料面降低,富氧量逐步減少[1]。高爐風(fēng)溫使用以滿足爐況順行和爐溫控制為原則,理論燃燒溫度原則小于2350℃,在此基礎(chǔ)上盡量使用高風(fēng)溫,保證鐵水溫度。高爐停爐降料面風(fēng)氧如圖1所示。
降料面過程中,30min取一個煤氣樣化驗(yàn)煤氣中的CO、CO2、H2、O2、N2的含量,要求取樣前應(yīng)放散管道內(nèi)殘余煤氣,放散時間約2min,以保證取樣的及時性和代表性[2]。降料面初期,CO開始上升,CO2開始降低;H2上升接近CO2值時,料面在爐身下部;H2>CO2時料面進(jìn)入爐腰;當(dāng)CO開始降低,CO2開始上升,料面進(jìn)入爐腹;N2開始上升料面進(jìn)入風(fēng)口區(qū);當(dāng)CO和CO2相等時,降料面工作接近尾聲。當(dāng)料面距風(fēng)口中心線約1.5m或煤氣成分超安全基準(zhǔn)O2>1%,不符合進(jìn)入管網(wǎng)條件,高爐放散、切煤氣,改常壓操作。煤氣中O2濃度>1%或超過半數(shù)風(fēng)口出現(xiàn)吹空現(xiàn)象。
爐前按照停爐要求組織出鐵,原則上第一次出鐵安排在送風(fēng)后1h;第二次出鐵安排在料面進(jìn)入爐腹以后;第三次鐵料線降到風(fēng)口中心線以上約1.5m時出最后一爐鐵。最后爐次出鐵結(jié)束后,降爐前渣鐵溝全部排空,高爐休風(fēng)停爐。
1.2放殘鐵操作
1.2.1爐缸殘鐵量計(jì)算
殘鐵量計(jì)算方法為死鐵層高度計(jì)算,取值:殘鐵口位置標(biāo)高7m,距離鐵口中心線L=1.6m,殘鐵通道角度取ɑ=10°,鉆孔深度h=2.5m,則死鐵層高度H=L-h(huán)×sinɑ=1.6-2.5×sin(10°)=1.17m。
根據(jù)爐缸容積,扣除死鐵層部分,測算爐缸殘鐵量在108~251t,根據(jù)經(jīng)驗(yàn)取190t。按每個鐵水包裝80~100t,加備用包,需準(zhǔn)備鐵水罐4個。
1.2.2放殘鐵平臺制作
本次放殘鐵,根據(jù)高爐區(qū)域場地情況,確定在高爐正南方向吊裝孔設(shè)置殘鐵孔,在高爐第二段冷卻壁區(qū)域下方的鐵路線為殘鐵入罐區(qū)。按熱電偶測溫?cái)?shù)據(jù)進(jìn)行侵蝕推算后認(rèn)為,爐缸二段冷卻壁下部所在的象腳區(qū)是側(cè)壁侵蝕較嚴(yán)重的區(qū)域,而爐底則可能侵蝕到了第一、二層陶瓷墊。經(jīng)現(xiàn)場勘查以及查閱圖紙,并考慮殘鐵口與鐵水罐口之間的標(biāo)高落差、距離,權(quán)衡坡度以后,選取爐缸二段、位于正南90°方向稍微偏向東為殘鐵口。基于殘鐵溝槽布置合理性、起始標(biāo)高、坡度原因,選取冷卻壁垂直中線標(biāo)高7m位置為殘鐵口開孔點(diǎn),以此為起點(diǎn)布設(shè)殘鐵溝槽。殘鐵平臺示意圖如圖2所示。

此次殘鐵溝全長約8000mm,高度800mm,底寬1000mm,鋼板厚度10mm,如圖2所示。溝底平砌一層耐火磚,側(cè)面立砌一層耐火磚,使用鐵溝料整體搗制。前段料層厚度為400m(包括耐火磚厚度),末端料層厚度200mm(包括耐火磚厚度),殘鐵溝坡度在鋼結(jié)構(gòu)坡度的基礎(chǔ)上用料層厚度變化進(jìn)一步加大,實(shí)際溝料坡度約8°,整溝完成后用煤氣火烘干。
放殘鐵操作平臺分布在殘鐵槽兩側(cè),每側(cè)寬度1~2m,視現(xiàn)場情況布置,所有平臺邊緣及走梯加設(shè)護(hù)欄。平臺表面鋪耐火磚進(jìn)行防護(hù)。為工作方便和安全考慮,每側(cè)平臺均設(shè)上下走梯,走梯坡度不大于45°。
1.2.3殘鐵孔操作
在停爐出完最后一爐鐵休風(fēng)后,及時配好殘鐵包,開始準(zhǔn)備制作殘鐵口。
(1)空料線結(jié)束休風(fēng)后,提前將殘鐵口及其相鄰1~2段冷卻壁位置的冷卻壁水關(guān)閉,水管斷開,使用壓縮空氣吹凈存水。割斷的冷卻壁水管上下采用軟管連接,保護(hù)冷卻壁。放殘鐵處冷卻壁水管提前更改為軟管卡扣連接,方便于停爐后及時打開殘鐵口節(jié)約時間。
(2)休風(fēng)后燒割殘鐵口位置爐皮,尺寸控制在400mm×600mm(提前采購該處冷卻壁及爐殼,冷卻壁為合門冷卻壁,爐殼材質(zhì)與原爐殼一致)。
(3)去掉殘鐵口爐皮后,清理里面的碳搗料層和雜物,嚴(yán)禁向該部位打水冷卻。將四周冷卻壁、爐殼縫隙用有水炮泥和料搗實(shí)、烘烤,確保鐵水不得向下滲漏。摳除搗打料后,測炭磚表面溫度,200℃內(nèi)為安全溫度,否則表明所剩炭磚較薄,施工人員需避免正對殘鐵口。然后燒(高壓氧)冷卻壁,面積400mm×600mm。及時運(yùn)走切割下爐皮和冷卻壁。
(4)搗制殘鐵口泥套。殘鐵口下面溝內(nèi)制作砌筑耐火磚套(厚度75mm),殘鐵口做好泥套(泥套自爐皮起深度丈200mm,直徑丈250mm),防止鐵水向下漏鐵,損壞爐皮、發(fā)生爆炸。
1.2.4回風(fēng)排放殘鐵
殘鐵孔打開后,開始放殘鐵。當(dāng)殘鐵口處流出鐵水后,根據(jù)鐵水流量讓其自由流到殘鐵包。在放殘鐵末期、殘鐵量減少時,通過風(fēng)機(jī)、混風(fēng)閥送冷風(fēng)到高爐,高爐關(guān)一個放散閥,在高爐內(nèi)部形成一定的壓力,高爐回風(fēng)帶壓出殘鐵,控制風(fēng)壓60kPa,風(fēng)量控制要小,保證殘鐵孔渣鐵流不噴濺,不拋射,直到放凈殘鐵。
放殘鐵后期,如遇鐵溫低,流速差,發(fā)生鐵水堆積時,利用遠(yuǎn)程遙控小型自制泥炮機(jī),將殘鐵眼堵死,防止鐵水溢溝。如遇殘鐵溢溝將殘鐵眼堵死后,造成殘鐵放不干凈,只要?dú)堣F厚度≯500mm,不會影響后期爐內(nèi)清理進(jìn)度。
2 爐缸殘鐵清理作業(yè)
2.1清理作業(yè)流程
停爐前所有施工人員、設(shè)備到廠,焊接安裝扒渣溜槽→涼爐期間安裝調(diào)試設(shè)備、開設(shè)扒渣口等→爐內(nèi)組裝吊盤進(jìn)行爐身掛渣排險清理→拆卸吊盤→把兩臺挖掘機(jī)吊入爐內(nèi)清理爐缸殘焦散料→散料清理同時清理側(cè)壁炭磚→完成后利用重錘和燒氧處理殘鐵→清理底部澆注料→清理至驗(yàn)收合格后吊出挖機(jī)及爐內(nèi)工器具。
2.2涼爐作業(yè)
殘鐵排放干凈后,通過爐頂打水及風(fēng)口打水涼爐,待爐缸內(nèi)部區(qū)域溫度檢測合格,涼爐結(jié)束。初始涼爐階段,打水量控制不宜過大,避免爐缸內(nèi)部殘留渣鐵與水大量聚集反應(yīng)產(chǎn)生爆震等現(xiàn)象。
2.3高爐內(nèi)部殘鐵清理作業(yè)
通過爐頂大方人孔,用大方孔上方電動葫蘆及預(yù)先安裝好的卷揚(yáng)機(jī)接力把2臺30型挖掘機(jī)吊入爐內(nèi)。吊裝過程中應(yīng)注意防止滑落,利用鏟斗后面的掛鉤吊裝,起升到一定高度時要注意下盤穩(wěn)定,防止翻車,除起升操作人員外,其他人員撤離到警戒線以外,此時要保證爐內(nèi)無人。風(fēng)口區(qū)域要有人監(jiān)護(hù),防止有人進(jìn)入爐內(nèi)。挖掘機(jī)進(jìn)入爐缸后首先對風(fēng)口區(qū)進(jìn)行清理,盡快打通所有風(fēng)口,以保證所有風(fēng)口暢通。
爐料清理以微型挖機(jī)作業(yè)為主、人工風(fēng)鎬清理為輔。爐缸死料柱及風(fēng)口帶料面扒除時,從風(fēng)口出料;料面整理完就開始清理風(fēng)口帶組合磚、爐缸側(cè)壁炭磚及爐底陶瓷墊,主要以微型挖機(jī)作業(yè)為主、人工風(fēng)鎬清理為輔,風(fēng)口帶各風(fēng)口間的黏結(jié)物應(yīng)盡量用風(fēng)鎬等工具進(jìn)行清理。清理下來的廢料要及時破碎并運(yùn)出爐外。
爐缸區(qū)域殘鐵清理時盡量不破壞爐底炭磚,盡量利用大噸位千斤頂將大塊殘鐵頂起懸空,用鐵板墊穩(wěn)。將小塊殘鐵用鋼絲繩捆綁牢固,利用爐頂卷揚(yáng)機(jī)吊起后,操作爐外扒渣口卷揚(yáng)機(jī)將殘鐵塊拖拽出爐外。
3結(jié)語
(1)高爐停爐是煉鐵生產(chǎn)中十分重要的環(huán)節(jié),涉及安全、環(huán)保、質(zhì)量等諸多問題。停爐前期的準(zhǔn)備工作至關(guān)重要,停爐前洗爐,有利于改善爐缸活躍性,改善渣鐵流動性,可以有效減少爐缸底部殘留量。
(2)放殘鐵過程中,采用回風(fēng)帶壓排放殘鐵,有利于吹干凈爐缸底部殘留渣鐵,減輕后續(xù)清理勞動強(qiáng)度。
(3)爐缸清理作業(yè)過程中,安全管控是重點(diǎn)也是難點(diǎn),需要制定詳細(xì)的安全管控方案,才能保證技術(shù)有效地實(shí)施。
參考文獻(xiàn)
[1]周傳典,劉萬山,王筱留,等.高爐煉鐵生產(chǎn)技術(shù)手冊[M].北京:冶金工業(yè)出版社,2002.
[2]項(xiàng)鐘庸,王筱留.高爐設(shè)計(jì)-煉鐵工藝設(shè)計(jì)理論與實(shí)踐(第2版)[M].北京:冶金工業(yè)出版社,2014.