
袁杰,鮑儉
( 江陰興澄特種鋼鐵有限公司,江蘇 江陰 214429)
摘 要: 在電弧爐50%熱裝鐵水條件下,對比了不同冶煉工藝對電弧爐冶煉周期、噸鋼氧耗和噸鋼電耗的影響。試驗結果表明,在電弧爐熱裝鐵水比相同的條件下,采用不同的供氧制度能夠有效縮短冶煉周期,提高電弧爐鋼水化學成分命中率。
關 鍵 詞: 電弧爐; 純凈鋼冶煉; 熱裝鐵水; 冶煉周期
引 言
純凈鋼冶煉工藝研究目前主要包括兩方面內容: 一是盡可能降低鋼中雜質元素的含量,二是開發新技術,嚴格控制鋼中非金屬夾雜物的數量和形態。近年來隨著市場要求的變化和自身產品結構的調整,江陰興澄特種鋼鐵有限公司( 以下簡稱“興澄特鋼”) 生產的汽車零部件用鋼日益增多,該類產品的表面質量檢測、力學性能和晶粒度等檢驗標準很高,因此對鋼液的純凈度要求也進一步提高。電弧爐冶煉的原料主要為廢鋼和鐵水,電弧爐煉鋼采用強化用氧工藝[1]。其中廢鋼來源比較復雜,許多殘余元素難以控制,因此通過電弧爐兌入熱裝鐵水的方法來降低雜質元素含量; 產品質量要求越高,電弧爐兌入鐵水的比例就越高。
1 電弧爐主要設備工藝參數
直流電弧爐主要供氧設備為ACI PyreJet 集束氧槍和Pyrox 氧燃燒嘴,爐門自耗式碳氧槍和爐門水冷氧槍,具體參數如表1 所示。

2 試驗方案
電弧爐中氧的輸入方式有: 爐門自耗式碳氧槍、爐門水冷氧槍、爐壁燒嘴和空氣中帶入的氧氣以及造渣材料提供的少量氧,而電弧爐中氧的輸出方式則有: 煙氣煙塵中的CO 和CO2等氧化產物及未反應的氧氣,爐渣中的FeO 和SiO2等氧化產物。
對興澄特鋼一分廠的超高功率100 t 直流電弧爐的設備數據和生產數據的總結和分析得出,在采用GMBH 自耗式碳氧槍和3 支ACI PyreJet 集束氧槍配合使用時,其能夠提供的最大有效供氧強度為0.8 m3 /( t·min) ; 采用4500 m3 /h 的超音速水冷氧槍和3 支ACI PyreJet 集束氧槍配合使用時,有效供氧強度可達到1.25 m3 /( t·min) 。
通過對設備參數和以往生產實踐及數據的總結分析,制定兩種不同試驗方案:
方案1: 采用自耗式碳氧槍與ACI PyreJet 集束氧槍全程進行供氧,熱裝鐵水比為50%左右,冶煉鋼種為中碳鋼,統計冶煉周期、噸鋼氧耗、噸鋼電耗。
方案2: 采用自耗式碳氧槍和水冷氧槍在冶煉的不同階段與ACI PyreJet 集束氧槍配合進行供氧,熱裝鐵水比為50%左右,冶煉鋼種為中碳鋼,統計冶煉周期、噸鋼氧耗、噸鋼電耗。
3 試驗結果與分析
3.1 試驗數據
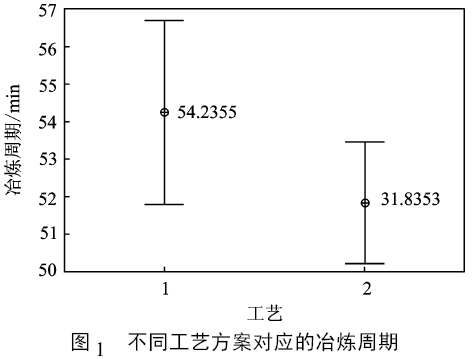
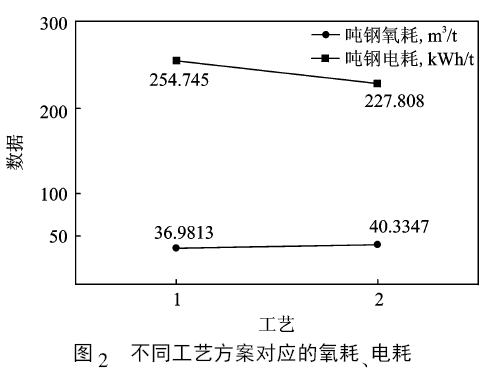
采用以上兩種冶煉試驗方案分別冶煉30 爐,統計電弧爐的冶煉周期,噸鋼氧耗和電耗,如圖1,2所示。
3.2 結果分析
對兩種方案的相關數據結果進行統計、分析。其中方案2 的冶煉周期相對于方案1 的冶煉周期平均值少2.4 min,從冶煉周期值的分布來看,方案2也明顯低于方案1; 在噸鋼氧耗方面,方案1 比方案2 少消耗氧氣3.35 m3 /t; 噸鋼電耗方面,方案1 比方案2 多消耗電能26.93 kWh /t。綜合對比來看,方案2 要優于方案1,為純凈鋼的后續工序處理提供了時間保證。
電弧爐熱裝一定比例的鐵水生產中,根據實際操作經驗,采用模塊化及分時段控制理念解決了提高供電效率問題。電弧爐熱裝鐵水冶煉,吹氧時自然形成的泡沫渣( 氧化中、后期) ,足以包覆弧光,吹煉初期隨著低堿度爐渣的放出,應多批量加入渣料,使爐渣堿度緩慢上升,既能持續保證爐渣的流動性,又能提高冶煉效率,縮短冶煉時間。通過集成強化供氧和調整爐渣堿度、粘度等,完成全程泡沫渣冶煉。相對于方案1 中的自耗式碳氧槍,方案2 中采用的4500 m3 /h 的超音速水冷氧槍,有效供氧強度得到提高。水冷氧槍的使用,提高了射流氧的剛性,使其對熔池有足夠的穿透深度[2],加快鋼水脫碳、脫磷速度,在保證鋼液氧化性、磷成分符合工藝要求的前提下,縮短冶煉周期; 由于供氧強度的提高,氧化反應的程度相對加深,從而導致了噸鋼氧耗的增加; 同樣由于供氧強度和效率的提高,電弧爐中鐵水氧化供熱量增加,同時由于冶煉效率的提高,減少了熱損失,均是電耗降低的原因。
另外,水冷氧槍冶煉存在爐壁、爐蓋的濺鋼問題,分析認為爐壁、爐蓋是否濺鋼主要取決于爐渣的流動性。吹煉初期,鐵水中的Si 優先氧化,渣中SiO2濃度迅速上升,同時Fe 部分氧化,渣中FeO 濃度亦迅速上升,此時熔渣堿度很低,流動性良好,另一方面,C-O 反應生成的CO 氣泡迅速逸出渣面,故形不成泡沫渣; 吹煉繼續進行,爐門放渣,加料造新渣,此時吹氧,熔渣發泡良好。影響爐壁粘鋼的另一因素是渣量。冶煉后期渣量較小時,盡管爐渣發泡好,流動性也好,但仍有濺鋼現象,故應保持合適的渣量,一般不低于鋼水重量的2%。
4 結束語
在50%熱裝鐵水條件下,直流電弧爐冶煉純凈鋼有以下特點:
(1) 爐門自耗式碳氧槍與超音速水冷氧槍的配合使用比單獨使用爐門自耗式碳氧槍的方式可以提高氧氣使用效率,縮短冶煉周期;
(2) 爐門自耗式碳氧槍與超音速水冷氧槍的配合使用比單獨使用爐門自耗式碳氧槍的方式噸鋼氧耗要高,噸鋼電耗偏低。
參 考 文 獻:
[1] 韓建淮,張琪漁.電弧爐煉鋼用氧量分析和熱裝鐵水的用氧效果[J].江蘇冶金, 1997(3) : 55—56.
[2] 徐國慶,許曉紅,錢剛.興澄鋼鐵公司100 t 直流EBT電弧爐高效生產實踐[J]. 特殊鋼,2004,25( 3) : 50—51.