
曹遠訓
(三鋼閩光股份有限公司煉鋼廠,福建三明 365000)
摘要:對轉爐上料系統自動化改造設計的控制系統的組成,OPC標準接口的設計,系統自動控制和過程監視,參數計錄等進行綜述。實際運行表明,該系統投入運行后,實現了自動送料,減輕了員工的作業量,提高了企業經濟效益。
關鍵詞:PLC;OPC技術;網絡;監控
引言
三明煉鋼廠老系統原有轉爐上料系統生產設備陳舊、技術落后、大都采用手動操作、自動化程度低下。因而操作人員無法精確把握各種原料的給進量及相互之間的比例.無法及時調整各個料倉的料位,也無法及時判斷各個料倉的料位情況。這些因素都直接導致生產效率低下.工人的勞動量大。基于上述原因。經多方調研和深入研究.筆者開發設計了轉爐煉鋼散狀上料自動化系統 該系統對上料系統全部生產過程進行全面監視、控制和管理,對所有生產過程參數進行實時監控、記錄。通過使用該套控制系統。操作人員可以全面了解生產過程實時參數.準確把握各個料倉的料位,并可及時安排各個料倉的上料情況。從而可大幅度地提高生產質量和生產效率.并可消除事故隱患為了便于上料系統的生產操作.提高生產效率以及煉鋼智能化管理水平。煉鋼轉爐上料綜合自動化控制系統采用了分級控制結構。
1 系統結構和功能
1.1 控制系統的組成
如圖1所示.轉爐控制系統共分為兩級:數據管理級(二級機)、集中控制級(一級機)和設備。基礎自動化系統控制部分采用西門子S7—300系列PLC。主要負責對轉爐上料進行數據采集、順序控制、監視操作、數據通訊。
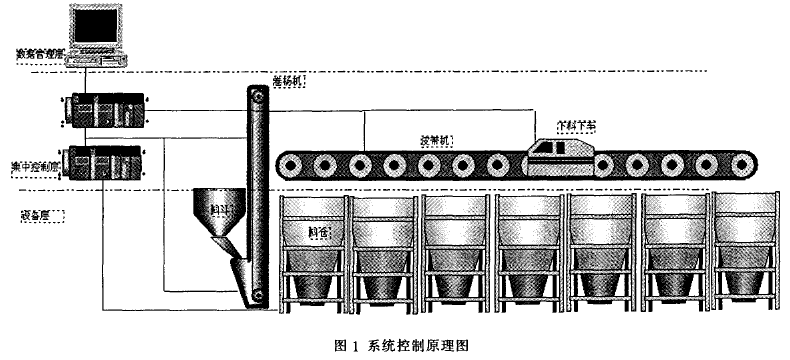
下面具體分析本系統 本系統由于采用網絡配置。可最大程度地減少現場總線,減少現場的故障點。
設備層由現場設備組成,包括了現場設備。如皮帶機、卸料小車、卷揚機、上料小車、扇形閥和各種測量儀表集中控制層是西門子公司內部CPU和擴展模塊之間的的高速(傳輸速率達到5Mit/sec)的確立性網絡.用于對時間有苛刻要求的應用場合的信息傳輸。
數據管理層是常見的工業以太網.它由運行WINNT操作系統的計算機和網絡設備組成.計算機之間通過TCP/IP協議相聯系。計算機和PLC之間用Profibus通訊數據管理層主要由性能穩定的西門子工控機和WINCC軟件組成
1.2 OPC技術的應用
OPC是一種基于微軟的OLE、COM 和DCOM技術構成的工業信息集成標準.OPC采用客戶/服務~(Client/Server)模式。在沒有OPC技術以前。每個應用程序都要為它所連接的設備提供相應的驅動程序。但是現場設備的多種多樣.同時每個廠家采用的接口標準往往各不相同.這不僅增加了軟件設計者的負擔. 同時也讓軟件設計者有時束手無策。OPC的出現無疑解決了這個問題,OPC定義了一組COM對象及其接口規范[1]。OPC按照面向對象的原則,將一個應用程序(OPC服務器)作為一個對象封裝起來,只將接口方法暴露在外面。客戶以統一的方式去調用這個方法.從而保證軟件對客戶的透明性.使得用戶從低層的開發中脫離出來。通過OPC規范。應用程序的分布與系統硬件的分布無關.便于系統硬件配置.使得系統的應用范圍更廣。采用OPC規范,便于系統的組態,將系統復雜性大大簡化,可以大大縮短軟件開發周期.提高軟件運行的可靠性和穩定性,便于系統的升級與維護。OPC規范了接口函數,不管現場設備以何種形式存在.客戶都以統一的方式去訪問.從而實現系統的開放性,易于實現與其它系統的接口。所以,OPC技術具有很好的開放性及可互操作性。西門子Winee6.0組態軟件也提供了OPC服務.這就為基于OPC技術的控制方案的設計奠定了基礎 其具體實現方法為:采用OPC充當控制系統中二級機與管理層之間數據傳輸的接口.采用高級語言編寫接口程序.然后通過OPC接口與二級機上的Wincc6.0組態軟件的OPC服務器連接.進行過程數據的存取。當OPC作為基礎自動化設備的標準接口時.它代替了傳統的“I/O驅動器”來完成與現場設備的通信:當作為數據傳輸服務器時,實際上是一個I/O驅動器:當OPC服務器向二級機應用程序提供標準接口時.使上層的應用程序能夠取到OPC服務器中的數據.從而實現了向上互聯。由于在本項目中采用了OPC技術.使得控制模型算法的實現可以以更低的價格、更簡單的系統結構應用到轉爐煉鋼過程控制中.同時現場設備與系統的連接也更加簡單、靈活、方便。通過這種算法不僅為上料系統同以后整個廠的管理系統預留了接口.也為操作過程的靈活和控制算法的應用提供了完整的空間
2 系統功能的具體實現
根據項目組的設計方案和設計要求.結合現場操作.該系統通過如下方法實現了這些功能。
2.1 工業型計算機作為監視管理站
根據集中管理分散控制的原則.以西門子S7—300系列的可編程控制器作為現場控制站.由工業型計算機作為監視管理站。
同時.工業型計算機作為一個網點,通過以太網卡.與上一級計算機系統構成以太網絡,將現場信息及工業局域網信息源源不斷地傳送至以太網.供進一步分析處理。
2.2 整個工程可以進行控制站的擴展。目前只設置一個控制站
PLC控制站均由CPU處理器、I/O卡、通訊板卡、電源組件、機架及控制程序組成。由于每個控制站的I/O點數不等且類型各異,因此,所配的I/O卡數也不等且類型略有差異 每個控制站不僅包括了所需點數,而且還包括有一定的裕量。對控制站能隨時擴展,十分方便。
SIMATIC S7—3o0可編程序控制器是模塊化結構設計。各種單獨的模塊之間可進行廣泛組合以用于擴展其在整個監控過程中。能實時采集現場設備的運行情況及有關數據,實現實時監控、綜合管理、通迅預處理和擴展因特網支持實現的各項功能如下:
監控功能:
控制方式:
顯示工藝流程全貌、工藝流程局部圖;
設備運行動態顯示、設備的工況顯示;
歷史數據、實時數據:
生成故障報警一覽表
2.3 上位機監控和管理功能實現
上位計算機運行在WINDOWS2000環境下.負責整個輔助部分生產過程的監控及信息處理組態軟件采用WINCC,其網絡共享能力強,可與其他網絡實現連接。同時通過OPC我們針對工藝流程做了相應的算法設計。系統的主要操作界面如圖2所示:
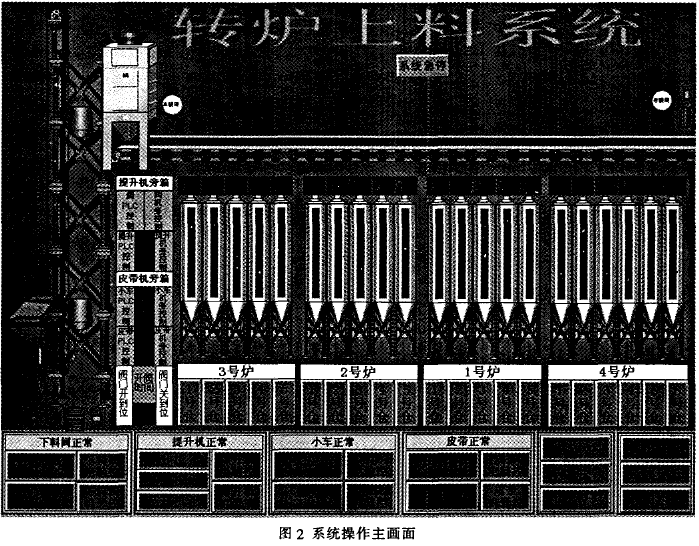
操作畫面的主要特點如下:
(1)采用操作界面,流程圖顯示,界面友好、直觀。
系統全部采用中文界面。便于操作。界面按系統流程圖的結構進行組織.流程圖上能顯示各個現場設備的狀態及實時數據。畫面的設計從總到分,漸分漸細.直到單一的具體設備的操作對話框。整個系統畫面有一個總的畫面即總圖.總圖是監控起動以后首先進入各個子畫面.包括皮帶卸料小車的位置指示和操作.爐頂料倉料位指示等.它提供了安全檢查和分畫面進入。同時畫面又按, 監視和操作劃分為多個分畫面。流程畫面以直觀的圖形來形象化現場.又以顏色變化、文字信息等反映設備狀態變化。
畫面是以下面幾種方式為操作者提供監視信息:
① 以顏色變化來反映設備狀態
通過顏色變化反映了卸料小車狀態:正常顏色表示停止;紅色表示運行。閥門類顏色變化反映了三種狀態:正常顏色表示關閉;紅色表示打開;綠色表示故障。對于其他的信號點分為正常點與故障點兩種.正常點有信號時為紅色。無信號時為正常的顏色。故障點信號出現時為綠色閃爍,確認后為綠色。故障信號消失時恢復回正常的顏色,以形象的圖形出現。
②除了顏色表示狀態以外,畫面還可采用更形象、逼真的動畫表示狀態:如顯示料倉料位的動態變化。
③以數字表示實時數據的變化在畫面上.用數字準確顯示實際的數據,如料倉料位等等。
④用文字顯示設備狀態如卸料小車的運行狀態。
(2) 多級權限保證了系統的安全性系統
分配多個用戶.每個用戶有自己的用戶名、口令和權限。主要用戶有:
系統管理員:具有系統組態。管理的權限;操作人員:具有操作權限及報警確認權限:工藝維護人員:具有參數設定、設備維護報表清零權限。
(3)報警及報警確認
系統具有先進的報警生成和管理系統.管理整個系統產生、顯示和存儲報警信息,并可以讓有權限的用戶確認報警。
為需要定義報警的變量定義報警功能。模擬量可以定義下述報警:
高高報警:
高報警:
低報警:
低低報警。
報警可以設置報警死區。發生報警時。將在報警線上對變量值進行死區判斷處理
數字量報警的生成有以下幾種:
開報警:
關報警:
狀態變化報警。
根據需要.可對各種報警變量設置下列三種
報警優先等級:
底:
中:
高:
報警匯總顯示。
在報警監視畫面上顯示多張報警匯總表.每張表對應一個報警區、多個報警區或一個系統。
報警匯總表的報警信息包括報警確認欄、報警變量名、報警變量描述、報警值、報警狀態、報警進入時間、報警上次進入時間等多種重要信息。運行時。報警顯示隊列按報警進入時間排序,以不同的顏色顯示不同的報警狀態。
報警應答:報警確認都是在控制室進行。根據需要。顯示其它節點上的相關報警信息,并可進行報警應答。報警的確認分為三種方法:
確認所有報警:報警確認按鈕與報警匯總圖在一起(如圖2所示),單擊該按鈕則應答匯總表中的所有報警。
確認單個報警:在報警匯總表中。通過雙擊報警匯總表上的確認欄對相應的報警進行應答。
確認某個區域報警:在系統畫面的任務欄中制作多個按鈕。分區確認報警。
2.4 PLC系統的功能實現
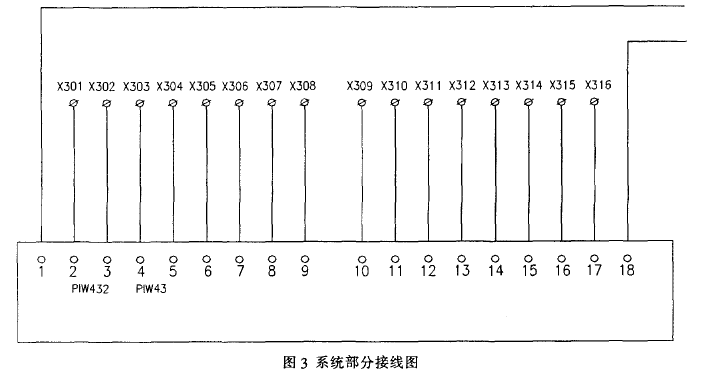
整個系統是通過采集4個轉爐的21個料倉的物位(圖3舉例說明的是系統3#爐的料位模擬量輸入接線圖)和各個設備的輸入輸出信號來進行的。
操作工根據每個料倉的料位情況.輸送原料來配料.送料的整個過程和下料的過程是通過PLC來自動實現的。通過PLC輸出控制下料閥,提升機.卸料小車和皮帶機等現場設備。系統分為手、自動切換。手動時各個設備可以分別控制操作。
自動方式執行下料閥下料及提升機自動提升下降。同時根據選擇的料倉。通過接近開關的檢測使得小車準確停位。由于檢測判斷的和小車停位存在滯后。這樣我們在程序中加了位移算法。使得卸料小車通過點動返回移位.很好地解決了停位精度問題。當爐頂料倉料滿后。上料系統將自動停止。操作員也可根據需要再次點擊“上料起動”,此時提升機返回下極限位后結束動作. 自動停止上料系統
同時.根據工藝和操作要求系統必須滿足以下的聯鎖功能。我們在程序中加入了聯鎖程序。
A、轉運料倉扇形閥與卷揚機之間聯鎖
◆ 扇形閥關閉后。卷揚機才能啟動:
◆上料小車處于受料位(下極限位),且卷揚機停止時,扇形閥才能開啟。
B、卷揚機與皮帶機之間的聯鎖
◆ 皮帶機啟動后。卷揚機才能提升。
C、皮帶機與卸料小車之間的聯鎖
◆ 卸料小車準確停在料未滿的倉位后皮帶機才能啟動:
◆ 皮帶機停止時.卸料小車才能運行。
在上位機上點擊“解除聯鎖”按鈕.就可解除上述聯鎖 聯鎖解除后.在手動時可單獨動作。但在自動上料模式下.解除聯鎖將不起作用。
本系統的模擬信號采用的是4—20MA信號.數字點采用0—10V信號。均為標準控制信號。
PLC[2,3]的應用簡化了現場布線和接線的復雜程度,同時也增加了控制的準確性,也為以后聯網和控制的擴展提供了很好的接口
2.5 系統的編址
STEP7軟件地址的定義是以O表示輸出,I表示輸人.D表示數據塊。同時用B表示字節,D表示字,DW 表示雙字,DB1.DBX0.0表示位,DB1.DBB0表示字節(8位),DB1.DBW0表示字(16位),DB1.DBD0表示雙字(32位1。本系統根據不同的數據大小和功能我們對應做了編址. 比如模擬量各倉當前料位定義為DB1DBW0一DB1.DBW40,對應的料位接近開關定義為DB1.DBX50.0一DB1.DBX50.5。
3 結束語
該系統的自動控制水平較高,配置靈活,功能齊全.操作方便 系統投入運行以后,滿足了生產的需要,提高了自動化操作水平,實現皮帶機與卸料小車的遠程遙控.減少了崗位工人,增加了經濟效益
參考文獻:
[1] 田超,吳敏.煉鋼綜合自動化控制系統的設計[J].自動化與儀表.2005(6):5—7.12.
[2] 西門子公司.SIMATIC S7 S7—300和S7-400語句表編程參考手冊[Z]
[3] 西門子公司.SIMATIC S7 S7—300和S7--400梯形邏輯圖編程參考手冊[Z]