
王軼韜, 王建鵬, 孫 寧, 陰瑞強, 鄧 波
(陜鋼集團漢中鋼鐵有限責任公司, 陜西 勉縣 724200)
摘 要:漢鋼燒結廠通過將生產經營目標提煉成五類提質降本指標,通過工藝優化、設備升級、技術進步、標準化模型操作等方面措施,確保了燒結各項指標的進步。
關鍵詞:燒結 生產經營目標 均質化 返礦率 固體燃料消耗
當前,鋼鐵行業正在由規模發展轉向高質量發展,市場競爭更加激烈,競爭力將成為決定企業生存發展的首要因素。要追求企業的高質量發展,通過提質降本高效完成生產經營目標就成了鋼鐵企業的核心要素。生產經營目標的完成是通過各類指標的順利實現來支撐。陜鋼漢鋼燒結圍繞年度生產經營目標,確定了“燒結礦成分均質化”、“降低返礦率”兩個提質指標及“降低熔劑成本”、“降低固燃單耗”、“降低煤氣成本”三個降本指標,支撐生產經營目標的完成。
1 燒結礦成分均質化
1.1 實施自動堆料操作
根據堆料過程中堆料流量、堆料機行走速度、混勻礦安息角、混勻礦堆比重四個參數,實施自動堆料操作,隨著堆料層數的增加,變起點、變終點向內收縮的距離從大變小,實現混勻礦堆料起點、終點自動化化調整,減少混勻礦在端部的偏析,從而提升混勻礦質量,同時也助推燒結礦指標窄區間控制。
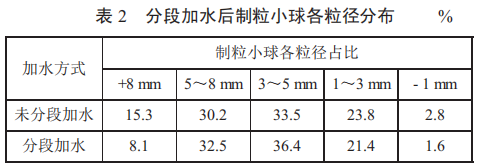
1.2 優化加水工藝
通過對不同粒度混合料取樣化驗發現,不同粒度下混合料小球的成分均存在不同差異(見表 1)[2]。

結合生產節奏及原料結構變化,對近幾年來燒結加水方式不斷總結,對加水管路不斷進行優化,目前在混合機內安裝三路水管,分別應對不同原料條件下階段性的加水需求(見表 2);同時根據含鐵料在混合機內落料點的變化及揚起角度,對加水管水眼布局再次調整,提高水分穩定性,穩定混合料平均粒徑,減少混合料粒度不穩定造成的成分偏析。
1.3 偏析布料操作
通過不斷摸索布料操作,最終調整九輥布料器角度為 38°,輥間距由 3- 3- 3- 5- 5- 5- 7- 7 mm 調整為 1- 1- 1- 2- 2- 2- 3- 3 mm,燒結礦中 w(CaO)層級差由 2.41%縮小至 0.43%;燒結料層從上至下 w(C)由 3.34%降低至 3.18%(見表 3)。

1.4 建立標準化管控模型
圍繞燒結礦質量指標的窄區間控制,先后摸索試驗建立了“自動上料模型”,根據倉距、皮帶秤速度、皮帶速度情況,制定工藝要求,自動化編程實現自動順序啟停,降低了給二次配料上料或停料時的波動影響;“物料倉儲模型”,對混勻礦、生石灰粉、焦末、返礦庫存定量區間管理,從倉位的穩定上為配料設備穩定下料創造了條件,減少了下了波動后皮帶秤的反饋調整;“皮帶秤校稱模型”,針對不同配料秤的設備參數、運行時間以及原料特性,制定配料秤校驗管理制度,定期對配料秤校驗,并對校稱后皮帶秤系數、頻率的變化形成物料調整模型;“質量控制模型”,主要根據原燃料及返礦的質量、循環時間變化建模,精確指導調整。
2 降低返礦率
2.1 超厚料層燒結操作
在生產過程中,隨著料層厚度的增加,強度差的所占的比重相應降低,成品率相應提高,返礦率下降[1]。2019 年漢鋼燒結利用燒結機大修機會,將欄板高度由 750 mm 提升至 1 000 mm,同時對臺車動靜滑道、頭尾密封、燒結機風箱、大煙道等部位集中治理漏風,有效降低漏風率。大修后燒結機采用“定料層、調機速、變流量”的操作方針,實現了 1 000 mm 的超厚料層燒結,形成漢鋼燒結特有的工藝操作控制模型。
2.2 降低燒結機邊緣效應
結合礦槽內部混合料儲存狀態下存在的粒度自然偏析,調整梭式布料小車行程,將大粒度混合料沿拋物線反彈至礦槽中部區域,并通過通過改造寬皮帶兩側出料口,提升寬皮帶兩側出料量和料層高度,采用壓料輥將兩側物料壓實。改造后,兩側料層較中部厚 50~80 mm,保證了料面平整性的同時也降低了兩側料層透氣性,有效的抑制了燒結過程的邊緣效應。
2.3 強化焦末粒度管控
通過對焦末緩沖料倉改造,控制進對輥破碎機料層厚度<50 mm,破碎后燃料<3 mm 比例按 75%~ 78%、>5 mm 比例按小于 5%控制;同時根據內返焦末、外購焦末不同粒度差異,確定混合比例,穩定焦末平均粒徑在(2.1±0.1)mm,使料層中焦末均勻分布燃燒,確保了燒結過程熱量分布均勻(見表 4)。

2.4 改善料層透氣性操作
將片狀松料器更換為圓鋼棒條松料器,增加了松料器與混合料的接觸面積,料層松散程度加強,不僅透氣性較之前提高,還可以通過對松料器棒條數量和位置的調整來調節料層的透氣性。同料層厚度下,大煙道負壓能降低 0.5~1.0 kPa 左右。
2.5 自動化升級改造
對工藝銜接的環節實施自動化,實施了板礦機速度與倉位匹配自動調整、中間倉倉位自動控制等措施,打通了工藝與智能化的通道,有效減輕了燒結礦摔打,降低返礦率。
3 降低熔劑成本
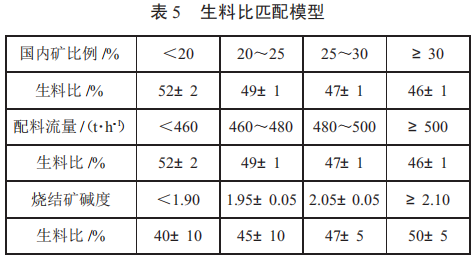
3.1 熔劑生料比攻關
因石灰石粉與生石灰粉有較大的價差,降低熔劑成本的主要手段就是在確保燒結礦生產及質量穩定的前提下,最大程度提高熔劑生料比例。根據原料結構、生產節奏、堿度控制的變化,漢鋼燒結研究并形成三個生料比匹配模型(見表 5)。當條件發生變化時,調整石灰石粉配加比例,降低生石灰粉消耗,有效降低了熔劑成本。
3.2 生石灰粉質量預判調整
受進購石灰石塊質量差異的影響,漢鋼燒結用的生石灰粉 CaO 含量 (質量分數) 在 70%~85%波動。當質量波動調整不及時,會造成燒結礦堿度超出目標范圍,從而造成熔劑浪費。為減少該部分浪費,漢鋼燒結總結出根據生石灰粉質量預判調整模型,制定出一套檢測生石灰粉消化時間的方法,規范員工統一操作,根據每班定期檢測生石灰粉消化時間的變化,提前對生石灰粉配加量進行調整。該方法使用后,燒結礦堿度±0.05 穩定率提升 8.2%。
4 降低固體燃料消耗
4.1 蒸汽的高效使用
利用水煤氣反應機理(C+H2O=H2+CO),在燒結機料面上噴灑蒸汽,使用焦末燃燒后的殘碳和蒸汽反應生成 H2 和 CO 參與料層燃燒反應,補充料層上部熱量。同時將 0.30~0.35 MPa 飽和蒸汽通過高效射流噴頭通至混合料倉下部,將料倉倉位控制在2/3,保證蒸汽與混合料換熱充分,將混合料溫度從57 ℃提升至 65 ℃,避免了過濕層的產生影響燒結過程透氣性,從而降低固體燃料消耗。
4.2 燒結料層梯度控溫預熱器改造
燒結料層梯度控溫預熱器主要由蒸汽分配器和透氣棒裝配兩部分組成。蒸汽分配器上設有汽源接口和疏水器接口。蒸汽分配器內部設有自動疏水裝置,可借用蒸汽的壓力將冷凝水自動排出,在疏水器接口處直接連接疏水閥便可達到疏水的目的。透氣棒既有在布料過程中疏松燒結料的功能,又有向料層中持續釋放蒸汽的功能。伴隨臺車的前進,透氣棒持續穩定地將蒸汽釋放在燒結料層中,一般可將燒結料溫度提高 5~10 ℃。
4.3 回收物料配加優化
根據除塵灰固定碳含量的差異性,將重力除塵灰與環境除塵灰分類堆放、分倉使用。同時根據重力除塵灰與氧化鐵皮的回收儲備情況分期不同時配加,確保不同配比料垛之間含鐵料原始 FeO 含量的穩定,從而提高燒結礦 FeO 窄區間穩定率,減少固體燃料消耗。
5 降低煤氣成本
5.1 預熱空氣助燃技術應用
利用預熱空氣助燃點火可以提高煙氣中的氧含量,降低點火煤氣消耗[2]。將點火爐增加助燃空氣管道,預熱點火空氣至 80 ℃以上,為燒結過程補充熱量,改善上層燒結溫度水平,有效降低煤氣消耗。
5.2 空煤氣自動調整操作
將燒結料面點火控制將人工操作經驗與傳統的理論算法結合起來,建立知識庫,并尋求由于爐況引起的空燃比修正系數,以確定實時的最佳空燃比。通過分析燒結點火爐溫度,自動調節空、煤氣閥位,達到最優點火溫度。實現了點火溫度的優化控制,其操作可手、自動切換,可在監控畫面上遠程集中操作,能完成點火溫度的自動采集、工藝參數優化、回路調節及趨勢報表等功能,使得空煤氣調節過程各項工藝參數可追溯,大大提高了點火和燒結過程的穩定性。
6 取得的效果(見表 6)

三年來,漢鋼燒結提質降本成效顯著:
1)2020 年燒結礦堿度±0.05 穩定率較 2018 年提升 11.21%,FeO±0.5 穩定率較 2018 年提升 18.08%。
2)2020 年燒結礦返礦率 較 2018 年降低了7.44%,固體燃料消耗降低了 4.74 kg/t。
3)2020 年熔劑成本較 2018 年降低 3.04 元 /t,煤氣成本降低 2.13 元 /t。
7 結語
陜鋼集團漢鋼公司燒結廠將生產經營目標提煉成“燒結礦成分均質化”、“降低返礦率”、“降低熔劑成本”、“降低固燃單耗”、“降低煤氣成本”五項提質降本指標,根據指標解碼制定標準措施,分解細化到各級人員,形成責任網絡體系。各級人員以措施支撐指標的完成,用指標支撐生產目標的實現,有效助推了漢鋼燒結各項指標的進步。
參考文獻
[1] 龍紅明.鐵礦粉燒結原理與工藝[M].北京:冶金工業出版社, 2016.
[2] 韋勝利.陜鋼漢鋼超厚料層均質燒結技術工業實踐[J].山西冶金,2020,43(3):116- 118.
[3] 馮二蓮.現代燒結生產實用技術[M].太原:興達科技出版社, 2018.