
陳智平 張寶婷 楊涌泉
(陜鋼集團漢中鋼鐵有限責任公司 煉鐵廠 勉縣724200)
摘 要:漢鋼公司煉鐵廠2#高爐爐役后期冷卻壁漏水且爐缸側壁溫度異常升高,2021年2月20日2#高爐進行休風大修。引進天然氣新型烘爐工藝,達到了良好的效果,采用枕木中心堆包開爐方式,開爐前制定詳細的開爐方案,此次開爐較為順利,快速達產達效。
關鍵詞:高爐;大修;開爐;達產達效
1 引言
漢鋼2#高爐有效容積2280m3,共設28個風口,2個鐵口。于2012年8月點火生產,高爐采用串罐式無料鐘爐頂,全冷卻壁冷卻結構,水冷系統采用聯合軟水密閉循環系統。共記生產運行近9年時間,在爐役后期高爐采用縮小風口面積、加釩鈦礦、加裝長風口等一系列護爐措施,使高爐爐缸側壁溫度基本在可控范圍內[3]。2021年2月19日停爐大修,在經過60天的停爐大修后,于2021年4月20日7:58送風開爐,送風后26h58'出第一爐鐵,開爐7天后利用系數即達到2.97t/m3·d,日產達歷史新高,開爐生產取得圓滿成功。
2 開爐準備
2.1大修主要工藝變動
本次大修2#高爐爐缸砌筑主要采取“大塊碳磚+小塊碳磚+陶瓷杯澆筑”結構[5],其爐缸爐殼及冷卻壁不予拆除,同時爐底保留三層炭磚,4-5層平鋪大塊碳磚,6-13外側砌筑小塊碳磚(石墨墻)、內側砌筑環形碳,14-18層砌筑環形碳。
2.2 烘爐
大修開爐前必須進行烘爐操作,其主要目的是使爐體耐火材料砌體內水分緩慢蒸發,提高內襯固結強度,同時使整個爐體設備逐漸加熱至生產狀態,避免開爐時升溫過快,水分快速蒸發使得砌體開裂和爐體劇烈膨脹而損壞設備[1]。本次高爐烘爐操作曲線見圖1。
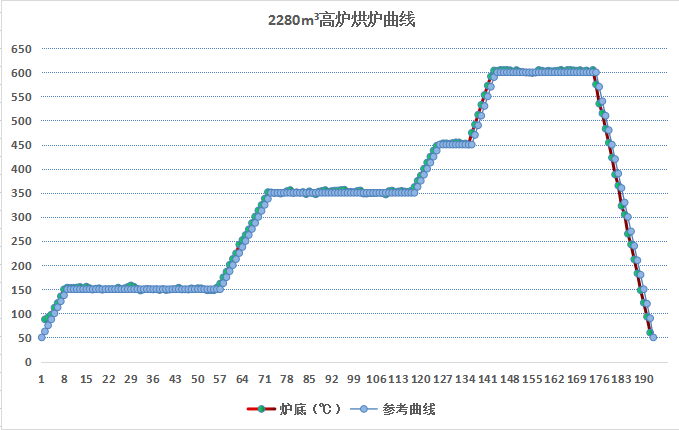
圖1 高爐烘爐曲線
高爐本體烘爐從4月9號3:58開始,按計劃烘爐192h,嚴格按照高爐烘爐曲線進行升溫、恒溫,升溫速度為12.5℃/h,其中在150℃恒溫50h、在350℃恒溫50h、在450℃恒溫10h以及在600℃恒溫30h,充足的烘爐時間確保了本次烘爐的效果。
2.3 打壓檢漏
對熱風爐熱風總管、橋管、圍管以及高爐本體,進行打壓檢漏;打壓檢漏時首先控制風壓100kPa穩壓30min后檢查,無異常再逐步加壓至400kPa 進行穩壓,然后開始進行檢漏,從檢漏的情況來看,發現熱風總管各三岔口、高爐本體冷卻壁護帽等局部焊縫存在微漏現象,最后經處理圓滿完成了高爐試漏工作[4]。
3 開爐參數設定及操作
3.1開爐料準備
4月18日7:05裝鋪底焦(2C=28t);7:30開始裝柴,木材裝至風口上沿時,中心4爐墻、風口區木材豎立,必須碼好木材,用木材保護好風口套,19:31裝柴結束;高爐開爐時填充枕木的優點在于枕木相比于焦炭著火點低,枕木燃燒后可以充分加熱上部的焦炭,從而確保開爐前期爐缸熱量充沛,有利于高溫煤氣、渣鐵的通過。2#高爐此次枕木堆砌是采用爐缸中心堆包的方式,此方式有利于開爐初期中心煤氣流的通過,能夠形成合理的初始軟熔帶[2]。尤其是開爐初期枕木燃燒后可以迅速騰出空間,有利于料柱松動,改善透氣性。同時風口部位的枕木在開爐初期還起到了保護風口的作用。
4月19日12:56開始裝料,過程同步測量料面。開爐料主要參數如表1、表2所示:全爐焦比3.0t/t,計算生鐵成分硅含量2.8%。根據高爐實際爐容大小以及原燃料條件制定開爐裝料表,具體裝料計算結果及裝料順序如表6所示,爐腹裝凈焦+熔劑料+空料,爐腰全部裝空料,爐身及爐喉部位均裝空料+正常料(凈焦、空焦、正常料分別如表3、表4、表5所示),開爐料確保了開爐初期爐缸熱量充沛,有利于渣鐵順利排出。
表1 原燃料化學成份分析
|
項目 名 稱 |
TFe (%) |
SiO2 (%) |
CaO (%) |
MgO (%) |
Al2O3 (%) |
TiO2 (%) |
Mn (%) |
S (%) |
P (%) |
堆比重 (t/m3) |
|
燒結礦 |
55.6 |
5.50 |
10.52 |
1.87 |
1.88 |
0.45 |
0.20 |
0.010 |
0.10 |
1.95 |
|
球 團 |
62.0 |
6.30 |
0.65 |
1.50 |
0.55 |
0.28 |
/ |
0.005 |
0.02 |
2.40 |
|
塊 礦 |
44.0 |
20.86 |
5.94 |
11.26 |
1.07 |
0.39 |
/ |
0.148 |
0.11 |
2.00 |
|
錳 礦 |
2.69 |
18.48 |
/ |
/ |
/ |
/ |
16.15 |
0.056 |
0.06 |
1.60 |
|
白云石 |
/ |
0.67 |
42.11 |
10.85 |
0.10 |
/ |
/ |
0.010 |
/ |
1.45 |
|
焦 炭 |
0.53 |
5.24 |
0.83 |
0.07 |
3.88 |
0.37 |
0.018 |
0.650 |
0.03 |
0.60 |
表2 焦炭工業分析(%)
|
水 分 |
灰 分 |
揮發分 |
硫 |
|
5.0 |
11.7 |
1.42 |
0.65 |
表3 凈焦(單位:t)
|
焦炭 |
|
14.0 |
表4 空焦組成(單位:t)
|
焦炭 |
白云石 |
|
14 |
1.8 |
表5 正常料的組成情況(單位:t)
|
焦炭 |
燒結礦 |
球團礦 |
塊礦 |
錳礦 |
螢石 |
|
14.0 |
17.5 |
4.0 |
4.5 |
2.0 |
0.2 |
表6 計算結果及裝料順序
|
|
體積 |
負荷 |
R2 |
R3 |
R4 |
干基焦比(t/t) |
理論出鐵量 |
裝料矩陣 |
|
總體積 |
2317.51 |
0.57 |
0.95 |
1.27 |
0.82 |
3.0 |
345.53 |
|
|
爐喉 |
98.03 |
2.0 |
0.96 |
1.35 |
0.96 |
0.90 |
24.5 |
C26°424°222°220°213°3O24°622°6→ C28°4C26°224°222°213°3O28°226°424°4→ C30°4C28°2C26°224°222°213°3O28°226°424°4 |
|
爐身 |
1261.69 |
0.92 |
0.96 |
1.32 |
0.87 |
1.95 |
316.25 |
|
|
爐腰 |
209.23 |
- |
0.99 |
1.26 |
0.73 |
- |
2.79 |
C20°613°6O20°6→ C22°420°413°4O20°6 |
|
爐腹 |
351.45 |
- |
0.85 |
1.04 |
0.63 |
- |
1.99 |
C13°14O3°6 |
|
爐缸 |
397.11 |
|
|
|
|
|
|
|
2#高爐于4月20日2:30裝料結束,實際裝入的爐料與計劃裝入爐料基本一致,裝料過程中使用機械探尺測得的料面與計算料面深度也基本一致,在誤差范圍內。開爐后爐內煤氣流基本穩定,渣鐵排放順暢。
3.2送風操作
3.2.1 點火送風主要參數確定:
點火時的送風比選擇0.50,則點火理論風量約1140m3/min;爐料順利下降后,逐步加風,送風初期嚴格按風壓操作,以保證下料順暢為原則,送風后6~9小時是軟熔帶形成時期,采取守風量、慢加風甚至減風的方法進行過渡,加風原則:風口均勻活躍,爐況穩定順行,以每次不超過100m³/min,每班不超過3次,計劃風量如圖2所示。
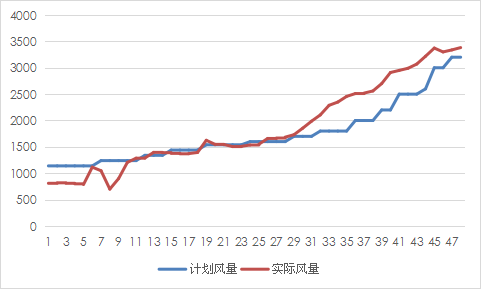
圖2開爐計劃與實際風量
(1)風口長度:L=620mm。
(2)風口面積:風口總面積S=0.2661m2(Φ110mm×28)。
(3)風口配置為¢110mm*28個,全開風口進風面積為0.266 m2。為確保送風順利,減少送風后可能出現的難行,堵4#、8#、12#、17#、21#、25#風口送風,實際送風面積0.209m2,占風口總面積的78.6%,送風前再次確認簽字。2021年4月20日7:58開爐送風,開爐初期具體參數時間如表7所示。
表7 開爐過程時間控制情況
|
送風點火 |
風口開始明亮 |
風口全亮 |
第一批放料 |
引煤氣 |
第一爐出鐵 |
|
20日7:58 |
20日8:05 |
20日8:25 |
20日9:00 |
21日0:42 |
21日10:56 |
2#高爐于4月20 日7: 58送風開爐,送風7min后風枕木著火,風口開始明亮,送風27min后送風口前枕木全部著火。送風約62min后開始放第一批正常料,裝料過程中爐料開始逐步下降,根據煤氣成分分析及參考相關試驗數據結果,于21日0:42引煤氣。
3.3 開爐初期的渣鐵排放
西鐵口埋導風管,東鐵口安裝一鍵出鐵。埋氧槍后,送風時打開氮氣及氧氣閥門,φ80mm球閥安裝自動化設備,根據爐內加風、冶煉以及順行情況,專人調整流量,出鐵時關閉送氣閥門,遙控打開球閥,實現安全、快速出鐵。經過測算配備5個鐵水罐,2臺機車采用直接過撇渣器放紅渣方式出鐵,出鐵前專人檢查,21日10:56打開第一鐵口,11:25下渣,渣鐵流動性性良好,首次出鐵時間55min、出鐵量190.19t(開爐料理論鐵量345.5t)高爐焦炭負荷調節基本把握得當,開爐鐵水以及爐渣成分如表8、表9所示。
表8 開爐前4爐鐵水成分
|
開口 |
Si |
Mn |
P |
S |
V |
Ti |
|
10:56 |
4.04 |
2.32 |
0.160 |
0.025 |
0.035 |
0.133 |
|
12:45 |
3.97 |
2.45 |
0.178 |
0.030 |
0.037 |
0.126 |
|
14:30 |
2.34 |
2.57 |
0.091 |
0.012 |
0.048 |
0.170 |
|
17:23 |
2.30 |
2.44 |
0.143 |
0.019 |
0.047 |
0.179 |
表9 開爐前4爐爐渣成分
|
開口 |
SiO2 |
CaO |
MgO |
FeO |
Al2O3 |
S |
TiO2 |
R2 |
R3 |
|
10:56 |
30.53 |
32.65 |
12.23 |
2.62 |
15.65 |
0.772 |
0.40 |
1.07 |
1.47 |
|
12:45 |
31.88 |
33.10 |
12.21 |
0.39 |
15.13 |
0.538 |
0.48 |
1.04 |
1.42 |
|
14:30 |
32.35 |
33.13 |
12.19 |
0.63 |
14.22 |
0.548 |
0.49 |
1.02 |
1.40 |
|
17:23 |
32.12 |
34.39 |
12.30 |
0.63 |
14.37 |
0.650 |
0.75 |
1.07 |
1.45 |
前四爐鐵水、爐渣如表可知,四爐鐵水【Si】均在2.3%以上,爐溫充沛,鐵水【S】也在合理范圍內,爐渣堿度1.02~1.07倍之間。為改善渣鐵流動性,開爐前加入錳礦,因此出鐵過程中渣鐵流動性良好。
3.4開爐初期爐內爐外的操作制度
3.4.1爐外的調整
因開爐初期爐溫高、渣鐵量大,為迅速改善鐵口工作狀況,出鐵前期爐前采取以下措施:(1)采用高強度無水炮泥,調整合理的泥炮打泥速度及壓力;(2)調整開口機角度:開爐初期開口機角度設定為9°,隨著各參數的穩定,逐步將開口機角度調整至12°。(3)專人檢查并及時清理渣鐵溝,確保渣鐵順利排放。
3.4.2爐內的調整
(1)風量:送風風量810m³/min(風機房顯示1200m³/min,后期已校準),下料順暢,送風4小時內未加風,維持送風風量,放2批料后加風至1100m³/min,第8小時壓力冒尖、下料不暢,減風至700m³/min、待下料順暢,逐步恢復風量至900m³/min(送風后6~9小時是軟熔帶形成時期,此時段采取守風量、慢加風甚至減風的方法進行過渡,待風壓恢復至正常水平,順行良好,可適當加風),實際風量如圖2所示。
(2)風溫:在負荷料下達后,開始加風溫,每調節量不大于20℃,第一次出鐵前,風溫不大于850℃,送風初期下料順暢實際風溫調劑如圖3所示
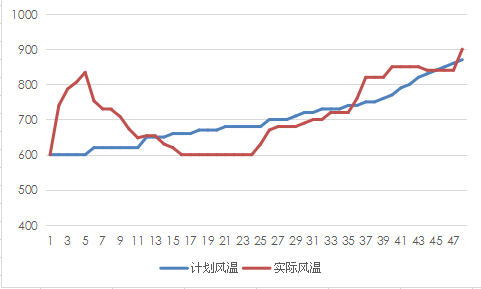
圖3開爐計劃與實際風溫
(3)負荷:送風后如下料正常并已引煤氣,在送風8小時后可考慮第一次加負荷,軟融帶形成期順利渡過后至出鐵前,再加一次負荷,出鐵正常后,可加快加負荷速度(每10批料上調0.1),。
(4)爐溫:點火后如出鐵正常,則后續操作的主要任務是在保證充足的鐵水物理熱(大于1480℃)的條件下盡快降低生鐵含硅,送風48小時后將【Si】降至2.0%以下,為利于爐缸、爐底長壽,生鐵【Si】宜緩慢下降,爭取送風后72小時將硅降至1.50%以下,隨后視情況將【Si】降至1.0%左右,通過生產檢驗,設備磨合,故障處理,生產逐步走上正軌,生鐵【Si】由1.0%±→0.8%±→0.5±%,根據爐況承受情況,硅控制在0.4~0.6%范圍。
表10 階段性鐵水成分
|
|
Si(%) |
Mn(%) |
Ti(%) |
|
首次鐵水成分 |
4.04 |
2.32 |
0.133 |
|
48小時鐵水成分 |
1.78 |
1.45 |
0.181 |
|
72小時鐵水成分 |
1.40 |
1.38 |
0.164 |
|
96小時鐵水成分 |
0.51 |
0.48 |
0.077 |
表11 開爐后爐內礦批負荷的調整
|
時間 |
批數 |
礦批(t) |
負荷 |
酸性料比例(%) |
錳礦(t) |
|
20日 |
第6批 |
28 |
2.25 |
28 |
4 |
|
21日 |
第2批 |
30 |
2.40 |
28 |
2 |
|
|
第12批 |
32 |
2.56 |
28 |
2 |
|
|
第22批 |
33 |
2.64 |
27 |
2 |
|
|
第34批 |
34 |
2.72 |
27 |
2 |
|
|
第42批 |
35 |
2.80 |
27 |
2 |
|
|
第58批 |
36 |
2.88 |
26 |
2 |
|
|
第72批 |
38 |
3.04 |
26 |
2 |
|
|
第80批 |
40 |
3.20 |
25 |
2 |
|
22日 |
第8批 |
42 |
3.36 |
24 |
2 |
|
|
第23批 |
43 |
3.44 |
23 |
2 |
表12 開爐后爐內料制的調整
|
時間 |
項目 |
1038° |
935.7° |
833.2° |
730.5° |
627.6° |
524.7° |
421.8° |
318.9° |
216.0° |
113.0° |
|
20日 11:28 |
CO |
4 |
22 |
23 |
23 |
22 |
2 |
|
|
|
3 |
|
20日 12:20 |
CO |
4 |
2 |
23 |
23 |
22 |
2 |
|
|
|
3 |
|
21日 0:05 |
CO |
4 |
22 |
23 |
23 |
22 |
2 |
|
|
|
4 |
|
21日 2:30 |
CO |
3 |
2 |
23 |
23 |
22 |
2 |
|
|
|
4 |
|
21日 12:25 |
CO |
4 |
2 |
23 |
23 |
22 |
2 |
|
|
|
3 |
|
21日13:05 |
CO |
3 |
2 |
23 |
23 |
22 |
2 |
|
|
|
3 |
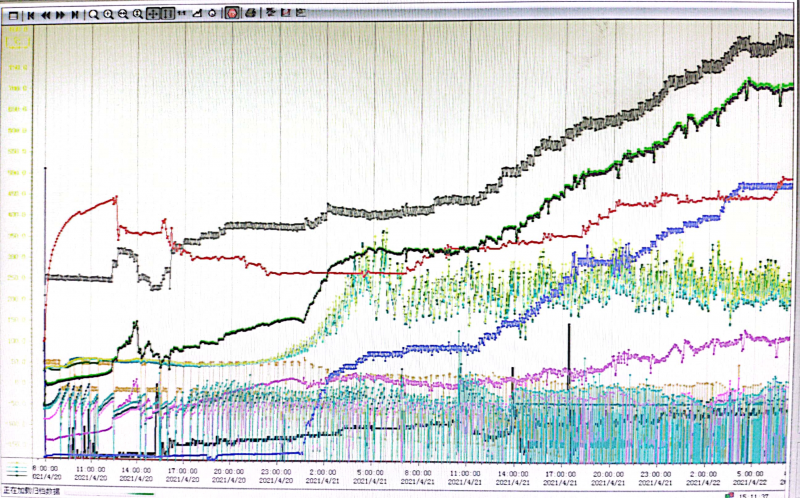
圖4送風48小時高爐趨勢圖
如表11、表12、圖4所示送風后爐內運行基本穩定,根據風量以及爐內運行情況及時調整控制參數,快速加風,每爐鐵口打開后捅開一個封堵的風口,調整礦批、負荷及布料矩陣,爐況運行良好。
4 高爐開爐的成果及不足
4.1開爐成果達產達效
表13 開爐達產指標
|
日期 |
實際產量(t) |
【Si】(%) |
【S】(%) |
【Ti】 (%) |
燃料比(kg/t) |
綜合品位 (%) |
|
4月21日 |
517.15 |
2.87 |
0.024 |
0.156 |
2242.91 |
57.38 |
|
4月22日 |
2982.01 |
0.71 |
0.017 |
0.116 |
574.87 |
57.53 |
|
4月23日 |
4820.91 |
0.63 |
0.015 |
0.101 |
564.86 |
57.52 |
|
4月24日 |
5027.57 |
0.32 |
0.030 |
0.037 |
541.63 |
57.72 |
|
4月25日 |
5603.19 |
0.25 |
0.035 |
0.042 |
512.96 |
57.19 |
|
4月26日 |
4160.11 |
0.58 |
0.012 |
0.138 |
515.58 |
57.05 |
|
4月27日 |
6176.04 |
0.27 |
0.023 |
0.079 |
537.62 |
57.14 |
|
4月28日 |
6537.55 |
0.24 |
0.042 |
0.048 |
519.91 |
57.16 |
|
4月29日 |
6769.99 |
0.22 |
0.033 |
0.060 |
517.79 |
57.05 |
開爐過程中主要技術經濟指標見表12所示。隨著開爐的進行以及各工藝參數的調整優化,高爐逐步穩定順行。但影響高爐穩定運行的重要因素:外圍設備,原料的穩定。
4.2開爐后休風情況
開爐過程中對爐身等部位進行壓漿處理,4月20日爐身灌漿時機及壓入量把控不到位、送風后漿料從爐襯漏漿、流至風口區,導致7#~14#風口被灌漿封堵,嚴重影響了送風制度以及開爐進程;
表14 開爐后高爐休風情況
|
項目 |
第一次休風 |
第二次休風 |
第三次休風 |
|
休風原因 |
處理直管法蘭跑風 |
更換8#直吹管 |
更換23#膨脹節 |
|
休風時間 |
110min |
55min |
283min |
如表11所示,4月22日11:12至13:02休風110min處理送風裝置跑風;4月24日8:46至9:41休風55min更換8#直吹管;4月25日23:45至26日4:28休風283min更換23#膨脹節,三次休風均快速恢復爐況,4月29日2#高爐日產達6769.99t,打破2#高爐一代爐齡的日產記錄。
5 結語
1)此次開爐爐外高爐本體打壓檢漏、各設備的試車運行,爐內的送風、裝料以及熱制度的選擇,開爐配料計算全爐焦比選擇偏輕,前期爐溫偏高,通過加風、上負荷及快速開風口措施等一系列的開爐方案,設定合理,適合2#高爐的實際生產運行情況,為2#高爐順利開爐、快速達產達效提供了殷實的基礎。
2)爐頂熱成像調整了攝像頭位置,更加便于觀察氣流分布和布料情況,及時調整布料矩陣,達到氣流分布合理。
3)開爐過程中渣鐵溫度充沛、渣鐵化學成分合適以及流動性良好,隨著渣鐵的排放、風量水平的提升,礦批與負荷的調整速度快,但裝制始終采用中心加焦的方式疏導中心氣流,保證了煤氣流的合理分布。
4)送風設備缺陷,三次休風影響開爐進程。
6 參考文獻
[1] 蔣友源.湘鋼陽春2號高爐大修停爐操作實踐[J].金屬材料與冶金工程,2013,41(01):22-25.
[2] 高海潮,黃發元,等編著.馬鋼煉鐵技術與管理[M].冶金工業出版社,2018,1
[3] 陳海龍.三鋼5號高爐大修開爐快速達產實踐[J].福建冶金,2020,49(04):23-27.
[4] 孫力.達鋼5號高爐大修開爐實踐[J].鋼鐵研究,2017,45(06):19-22.
[5] 王建良,劉昕,吳敏民,葛永業,潘北生.蘇鋼5號高爐大修開爐實踐[J].煉鐵,1998(03):46-48.