
劉帥
1 前言
現(xiàn)2#鑄機為五機五流小方坯連鑄機,之前漏鋼率較高,一直在0.00013次/t左右,其中偏離角縱裂占比80%以上,漏鋼問題始終是制約生產(chǎn)的重要因素,不僅造成二冷室設(shè)備惡化、增加了一線職工的勞動強度,同時由于處理漏鋼,影響了正常的生產(chǎn)節(jié)奏,不利于生產(chǎn)穩(wěn)定順行。本文基于2020年初作業(yè)區(qū)組織的漏鋼攻關(guān),依據(jù)生產(chǎn)實際,對小方坯漏鋼機理進行了多角度分析,并提出了一些具體的預防措施。
2 2#鑄機設(shè)備情況及工藝參數(shù)
鑄坯規(guī)格:160mm*160mm
鑄機弧度:6m
結(jié)晶器水流量:118-122m3/h
過熱度控制:20-40℃
拉速控制:1.8-2.2m/min
比水量:1.35L/kg
二冷冷卻段:3段
配水形式:動態(tài)配水,Q=K (av2+bv+c)
2.1 漏鋼數(shù)據(jù)統(tǒng)計
2019年漏鋼數(shù)據(jù)統(tǒng)計見表1:
表1 2019年漏鋼數(shù)據(jù)統(tǒng)計
|
角裂漏鋼次數(shù) 卷渣漏鋼次數(shù) 粘結(jié)漏鋼次數(shù) |
|
次數(shù) 87 7 5 比例 84.3% 9.8% 5.9% |
2019年全年共產(chǎn)生漏鋼99次,其中角裂漏鋼87次,占比84.3%,一般角裂漏鋼多為工藝因素,偏離角縱裂漏鋼經(jīng)常發(fā)生在出結(jié)晶器下口零段足輥附近,距離鑄坯棱部10-20mm,同時伴有鑄坯角部凹陷,漏鋼處裂口長度50-300mm,通過對工藝參數(shù)的優(yōu)化和設(shè)備的定期檢查維護,可降低角裂漏鋼事故率。卷渣漏鋼和粘結(jié)漏鋼一般為操作因素造成,人為操作因素較多,可通過標準化管理,規(guī)范化作業(yè)來降低事故率。


圖1 角裂漏鋼 圖2 卷渣漏鋼
3 漏鋼原因機理分析
小方坯出結(jié)晶器時,坯殼的角部比而部要薄,因為角部屬二維傳熱,坯殼形成初期冷卻強度大坯殼收縮形成氣隙增加熱阻導致坯殼減薄。相反,面部也會形成氣隙,但在液態(tài)鋼水靜壓力作用下緊貼銅壁、反而比角部的冷卻強度大。出結(jié)晶器的角部坯殼較薄,在坯殼不均勻出處在應力集中,造成角裂漏鋼幾率高。
3.1 結(jié)晶器的影響
現(xiàn)結(jié)晶器冷卻水流量均控制在118-122m³/h,由于凝固初期的強冷加劇了凝固坯殼的不均性,增加了漏鋼的風險。結(jié)晶器使用后期銅管磨損嚴重,氣隙增大在偏離角處鑄坯組織粗大,應力集中,容易產(chǎn)生偏離角部裂紋,銅管后期生產(chǎn)過程中就會產(chǎn)生漏鋼。
3.2 操作不當引起的漏鋼
結(jié)晶器水口不對中,鋼水沖刷坯殼,結(jié)晶器內(nèi)流場不均勻,同時結(jié)晶器中的鋼液溫度冷卻不均,鑄坯殼薄厚不均漏鋼;晶器液面波動大,保護渣容易形成渣條,液面波動容易捕捉渣條,易造成卷渣漏鋼。
3.3 溫度、拉速的影響
理論計算表明,在拉速等其他工藝條件一定時,過熱度每上升10℃出結(jié)晶器的坯殼厚度約減少3%[2],因此過熱度對結(jié)晶器出口處坯殼厚度的影響可忽略不計。但是高溫鋼液能在結(jié)晶器內(nèi)引起攪動,會使已凝固的坯殼部分重熔。另外高溫澆注也推遲了開始階段鋼液的凝固,使坯殼在相對時間內(nèi)變薄。因此高溫澆注增加了拉漏的可能性。
增加拉速,結(jié)晶器傳出的平均熱流增加。因而,結(jié)晶器銅壁溫度也上升,而結(jié)晶器內(nèi)單位重量的鋼水傳出的熱量減小,導致坯殼厚度減薄。拉速每提高10%,結(jié)晶器出口坯殼厚度大約減少5%,因此拉速是控制結(jié)晶器出口坯殼厚度最敏感的因素。在小方坯實際操作中確定適合本廠鑄機特點的合理溫度拉速表,既能提高產(chǎn)量,又能把漏鋼控制在較低水平。

圖3 拉速與坯殼厚度關(guān)系
3.4 設(shè)備因素
連鑄坯在強制冷卻過程中產(chǎn)生熱應力、組織應力,并且還要受到鋼水靜壓力及拉矯過程中的機械應力,一旦在坯殼薄弱部位造成應力集中,便會引起鑄坯縱裂[1]。板簧下或振動臂下存在積渣和殘鋼較多時,容易引起結(jié)晶器偏振,結(jié)晶器偏振引起坯殼受到外力,易將薄弱坯殼撕裂,在出結(jié)晶器下口時產(chǎn)生漏鋼。
振動臺出現(xiàn)變形左右高度不一致且高度差>3mm時,同樣極易產(chǎn)生偏離角縱裂。
2019年6月29日-7月15日漏鋼次數(shù)統(tǒng)計見表2:
表2 2019年6月29日-7月15日漏鋼次數(shù)統(tǒng)計
|
1流 2流 3流 4流 5流 |
|
漏鋼形式 角裂 角裂 角裂 振動臺左右偏差mm 1 3 4 2 2 漏鋼次數(shù) 0 3 5 1 0 |
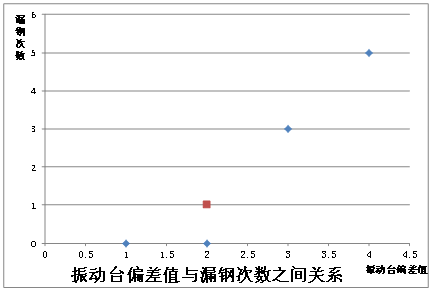
圖4 振動臺偏差值與漏鋼次數(shù)之間的關(guān)系
根據(jù)上表數(shù)據(jù)分析,振動臺左右偏差超過3mm時,角裂漏鋼次數(shù)明顯增多,原因為振動臺左右偏差過大時,坯殼局部氣隙過大,坯殼形成不均勻,在氣隙過大處,坯殼傳熱受阻,支晶粗大,應力集中
二冷水嘴因水質(zhì)過硬或因漏鋼水嘴堵塞嚴重時,易造成冷卻強度不足,坯殼厚度不足以抵抗鋼水靜壓力,而造成漏鋼。
4 減少漏鋼控制措施
加強在線銅管錐度與磨損程度的檢查,將銅管錐度控制在1.1%左右,杜絕劃痕lmm以上的銅管繼續(xù)在線使用;穩(wěn)定操作,保證浸入式水口插入深度為50-80mm,確保水口對中性;保護渣少加、勤加、均勻加,黑渣操作,渣層厚度30-50mm,液渣層厚度10mm左右,保證鑄坯在結(jié)晶器內(nèi)傳熱和潤滑;穩(wěn)定拉速,減少液面波動;對鋼中的熱裂紋傾向元素加以嚴格控制,盡量避開各成分的裂紋敏感區(qū),比如Q195中的C冶煉時應該按下限控制;Q235中的C冶煉時按上限控制;加強爐后吹氬操作,提高鋼水到平臺溫度合格率,嚴格控制鋼水過熱度在15-30℃之間,增加坯殼出結(jié)晶器厚度;停澆檢修時加強對設(shè)備檢查與維護,嚴格保證鑄機設(shè)備精度控制在工藝要求范圍之內(nèi),振動臺左右偏差3mm之內(nèi),加強對二冷噴嘴檢查與維護,保證二冷冷卻強度。
5 效果及結(jié)論
2020年1月至7月2#機漏鋼次數(shù)統(tǒng)計見表3:
表3 2020年1月至7月2#機漏鋼次數(shù)統(tǒng)計
|
漏鋼次數(shù) 1月 2月 3月 4月 5月 6月 7月 |
|
角裂 2 2 3 0 1 1 0 卷渣 1 1 0 1 1 0 0 粘結(jié) 0 1 0 1 0 0 3 |
由于導致小方坯漏鋼事故發(fā)生的原因較復雜,一直是企業(yè)解決的難題,通過現(xiàn)場觀察并結(jié)合理論分析,針對2#連鑄機的漏鋼類型,從設(shè)備工藝、生產(chǎn)組織和操作等方面入手,有針對性的采取有效措施, 2020年1月至7月共產(chǎn)生漏鋼18次,同比漏鋼率降低68%,漏鋼事故率明顯降低。
參考文獻
[1]鄭國強,岳帥,閆紹維. 連鑄小方坯漏鋼機理及預防措施[J].科技風,2012.
[1]王兆元,李中原,趙鑫. 降低小方坯漏鋼工藝研究[J].包鋼科技,2004.