
韓明 苗書磊 鄭和璆
摘要:厚料層燒結技術因其降低燒結固體燃耗,改善燒結礦質量的優勢已得到業內普遍認可,目前某鋼鐵企業燒結機料層厚度已達到900mm(即超厚料層),但通過生產實踐發現:當料層厚度達到900mm時,料層透氣性急劇惡化,利用系數降低;同時隨著料層增加,自動蓄熱加強,料層上部熱量不足,下部熱量富余,不均質燒結加劇,燒結礦質量變差。因此如何改善燒結料層透氣性和均質性成為制約超厚料層燒結技術發展的關鍵。基于此本文提出一種柔性均質燒結技術,以此改善超厚料層透氣性和溫度場均質性,達到提質、降本的優良效果。
關鍵字:超厚料層;柔性支撐;均質燒結 ;降本增效
1 前言
燒結工藝的本質是混合料中部分物料熔融產生液相粘結周圍未熔礦物而生成燒結礦,從微觀結構層面來說其是非均質的,但我們宏觀希望燒結礦成分、性能是均質的,但隨著料層厚度的增加,燒結礦沿料層高度方向不均質性加劇,一是由于料層蓄熱能力加強,料層上部與下部熱量差異增強;二是隨著料層厚度增加,布料不合理偏析加劇,大顆粒物料向臺車兩側與底部聚集,造成兩側燒結速度過快,下部熱量過剩。龍紅明[1]等在850mm料層厚度下對燒結礦沿臺車高度方向進行分層取樣研究發現:燒結礦上中下層成分、性能差異較大, FeO含量、轉鼓指數、平均粒級呈下層>中層>上層分布,堿度則相反呈遞減分布。某鋼鐵企業通過強化制粒、偏析布料,提高混合料溫度、降低邊緣效應等措施,燒結機料層已穩定達到900mm,如何在超厚料層狀態下進一步改善燒結礦產質量成為某鋼鐵企業目前亟需解決的問題。
2 超厚料層燒結技術探索
某鋼鐵企業超厚料層前后燒結機過程參數及指標詳見表1、表2。
表1超厚料層前后燒結機過程參數
|
料層mm |
機速m/min |
煙道溫度℃ |
煙道負壓KPa |
|
800 |
2.11 |
125 |
14.27 |
|
900 |
1.68 |
131 |
14.94 |
|
對比 |
-0.43 |
6 |
0.67 |
從表1看出:超厚料層后,燒結機機速降對比之前降低20%,大煙道溫度升高6℃,負壓升高5%,主要因為料層提高后,燒結料層透氣性惡化,燒結速度降低,負壓升高。
表2超厚料層前后燒結機指標參數
|
料層mm |
利用系數 t/㎡·h |
固體燃耗kg/t |
5-10mm% |
內返率% |
轉鼓指數% |
|
800 |
1.237 |
57.05 |
21.22 |
16.79 |
78.07 |
|
900 |
1.161 |
53.10 |
19.90 |
16.45 |
77.47 |
|
對比 |
-0.076 |
-3.95 |
-1.32 |
-0.24 |
-0.6 |
從表2看出:超厚料層后,燒結機利用系數對比之前降低6%,固體燃耗降低7%;5-10mm粒級降低1.32%,內返率降低0.24%,質量指標整體得到改善;但轉鼓指數對比超厚料層之前略微下降,推測可能因為燒結礦亞鐵降低,和預混料變料后硅降低所致。
通過超厚料層前后數據可以得出:超厚料層技術的實施對燒結礦粒級和內返率得到改善,并因其蓄熱能力的提升大幅度降低固體燃料的消耗;但超厚料層技術降低了燒結機利用系數,造成燒結礦產量降低,主要因為隨著料層的增加,在主抽風機作用下,抽風的阻力增加,燒結過程負壓升高,導致燒結垂直燃燒速度下降,利用系數降低。且隨著料層自動蓄熱能力的加強,造成燃燒帶厚度增加,料層熱帶透氣性變差,燒結速度下降,并且由于邊緣效應及料層收縮使燃燒帶呈倒凹形即兩側燃燒帶移動速度快,中間燃燒帶移動速度慢,造成燒結礦整體不均質程度加劇。
綜合以上,本文提出一種柔性均質燒結技術,旨在通過此項技術改善超厚料層條件下料層透氣性及燒結礦均質性問題。
3 實驗研究
3.1 實驗原理與條件
3.1.1 實驗原理
柔性均質燒結技術的關鍵在于料柱原料的選取及定型。首先,制作料柱的原料本身具有良好的透氣性,它不含固體碳,又有一定的熱態強度,當燒結礦帶到達料柱上部時,其對料層下部產生作用力時能首先在其表面產生抵抗力,使料柱上部収縮減慢,同時使料柱下部承受荷重減弱,透氣性得到改善,燃燒帶減薄[2-4],燒結垂直速度得到提高。其次,料柱本身原料成分與預計的燒結礦成分一致,對燒結礦成分沒有負作用。再有,制作料柱的原料含低熔點礦物,易被液相熔蝕,在燒結過程中絕大部分會被液相熔蝕變成燒結礦,不影響燒結礦成品率。最后,使用料柱之后改變了料層固結方向,使料層向下的熱量分散,同時加快了中部高溫區的傳熱速度,使臺車本體中下部高溫水平降低,減輕臺車型變,及篦條燒損。
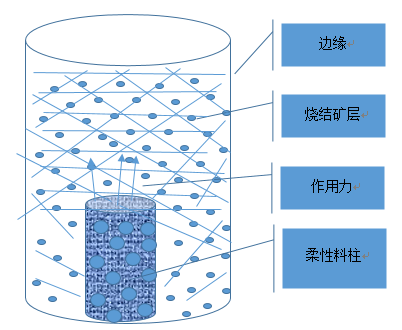
圖1 柔性均質燒結技術原理示意圖
3.1.2實驗條件及檢測內容
實驗條件:實驗用燒結杯內徑300mm,料層厚度800mm,點火負壓5KPa,點火溫度1150±50℃,點火時間150S;混合料水分中心值按照7.0%控制;燒結礦按照亞鐵中值12.5%;MgO中值2.8%;二元堿度0.65倍控制。
檢測內容:工藝過程參數、成品礦粒級、轉鼓指數、RDI、RI。
3.2 實驗設計方案與原料
3.2.1 實驗設計方案
具體實驗方案如表1所示。
表3實驗方案
|
序號 |
料柱高度/mm |
直徑/mm |
體積占比/% |
|
方案1 |
0 |
0 |
0 |
|
方案2 |
200 |
50 |
0.69 |
|
方案3 |
400 |
75 |
3.13 |
|
方案4 |
300 |
50 |
1.04 |
|
方案5 |
400 |
60 |
2.00 |
備注:實驗方案按照料柱體積占比進行調節制定,方案1為本次試驗的基礎杯;料柱稱重(試驗前先裝至設計高度,然后稱重,單獨存放)、燒結餅單齒輥破碎前鑿開截面觀察料柱熔蝕情況。
3.2.2 實驗原料
實驗原料為1#016預混料。預混料結構,熔劑、燃料結構配比如下:
表4預混料結構及配比
|
新西蘭海砂 |
PB粉 |
印度粗粉 |
南非PMC精粉 |
雜料 |
羅伊山粉 |
巴西粗粉 |
SP10粉 |
高爐返礦 |
|
4 |
20 |
20 |
7 |
4 |
6 |
14 |
20 |
5 |
實驗用含鐵原料中海砂是一種含鈦磁鐵礦粉,其鈦含量約2.5%;南非精粉FeO含量高,屬于磁鐵礦范疇;PB粉、SP10粉、印度粗粉、羅伊山粉結晶水含量高,屬于褐鐵礦型礦粉;巴西粗粉loi為4.24%,屬于混合礦類礦粉;南非精粉自身R2達1.02倍,R4達1.89倍,屬于堿性礦粉;海砂礦R4達0.7倍,屬于半自熔性礦粉;其他礦粉屬于酸性礦石;印度粗粉和SP10粉鋁含量高,海砂、南非精粉、SP10粉化學成分P偏高
表5熔劑、燃料結構及配比
|
生石灰 |
菱鎂石 |
焦粉 |
市場煤 |
|
4.1 |
7 |
3.75 |
1.61 |
焦粉>5mm占比11.46%,偏高,<3mm占比72.82%;市場煤>5mm占比14.49%,偏高,<3mm占比63%,燃料粒級組成較差。
4 實驗結果及分析
4.1 化學成分分析
各實驗方案化學成分如表6所示:
表6實驗方案化學成分
|
序號 |
TFe |
FeO |
SiO2 |
CaO |
MgO |
Al2O3 |
MnO |
P |
R2 |
|
方案1 |
57.02 |
11.90 |
6.03 |
3.88 |
2.80 |
2.85 |
0.28 |
0.062 |
0.65 |
|
方案2 |
56.42 |
11.81 |
6.22 |
3.99 |
2.76 |
2.80 |
0.25 |
0.063 |
0.64 |
|
方案3 |
56.47 |
12.08 |
6.27 |
3.79 |
2.68 |
3.01 |
0.28 |
0.065 |
0.61 |
|
方案4 |
56.50 |
12.61 |
6.14 |
3.80 |
2.76 |
2.99 |
0.29 |
0.065 |
0.62 |
|
方案5 |
56.28 |
12.59 |
6.27 |
3.93 |
2.91 |
3.22 |
0.26 |
0.066 |
0.63 |
從表6看出:對比方案1燒結礦FeO含量呈升高趨勢,其他成分變化不規律。使用柔性均質燒結技術后,料層透氣性改善,燃料燃燒加快,燃料燃燒熱利用率增加,燒結礦FeO升高,相對基礎FeO升高約5%,以經驗值計算,采用支撐燒結能夠降低固體燃料消耗1kg/t。
4.2 成品率、粒級和轉鼓指數分析
各實驗方案成品率、粒級和轉鼓指數如表7所示:
表7實驗方案成品率、粒級和轉鼓指數數據統計表
|
料號 |
平均粒級/mm |
>40 |
40-25 |
25-16 |
16~10 |
10~5 |
<5 |
成品率/% |
轉鼓/% |
水分/% |
|
方案1 |
26.43 |
27.84 |
23.83 |
11.86 |
10.78 |
9.64 |
16.05 |
83.95 |
59.00 |
7.67 |
|
方案2 |
27.18 |
28.92 |
24.58 |
12.53 |
10.54 |
8.98 |
14.46 |
85.54 |
61.00 |
7.69 |
|
方案3 |
25.56 |
25.06 |
23.32 |
13.82 |
12.86 |
9.80 |
15.14 |
84.86 |
62.00 |
7.70 |
|
方案4 |
26.36 |
27.61 |
22.91 |
13.56 |
10.97 |
9.58 |
15.37 |
84.63 |
60.00 |
7.88 |
|
方案5 |
27.90 |
31.54 |
24.37 |
10.69 |
9.50 |
9.50 |
14.40 |
85.60 |
59.00 |
8.12 |
從表7看出:對比方案1燒結礦平均粒級呈增大趨勢,成品率呈升高趨勢,轉鼓指數呈升高趨勢。使用柔性均質燒結技術后,燒結溫度場得到改善,燒結礦成品率提高,相對基礎成品率提高約1.9%。
4.3 冶金性能分析
各實驗方案冶金性能如表8所示:
表8實驗方案冶金性能統計表
|
序號 |
RDI+6.3(%) |
RDI+3.15(%) |
RDI-0.5(%) |
RI(%) |
RVI(%/min) |
|
方案1 |
56.38 |
69.51 |
7.53 |
68.89 |
0.37 |
|
方案2 |
56.94 |
69.61 |
6.54 |
69.14 |
0.39 |
|
方案3 |
55.51 |
67.77 |
7.98 |
68.68 |
0.36 |
|
方案4 |
54.79 |
69.80 |
6.91 |
68.85 |
0.37 |
|
方案5 |
57.28 |
70.38 |
6.94 |
71.02 |
0.40 |
從表8看出:對比方案1除方案3小幅度降低外,其他方案RDI和RI呈向好趨勢。
4.4 過程參數分析
各實驗方案過程參數如表9所示:
表9實驗方案過程參數統計表
|
序列 |
料層mm |
負壓 kpa |
透氣性JPU |
收縮 mm |
燒成率 % |
垂直速度mm/min |
終點溫度℃ |
混合料水分% |
頻率Hz |
利用系數 |
體積占比% |
|
方案1 |
800 |
14.06 |
800 |
150 |
87.98% |
17.38 |
534 |
7.67 |
1500 |
1.29 |
0 |
|
方案2 |
800 |
14.58 |
710 |
170 |
88.11% |
18.19 |
542 |
7.69 |
1500 |
1.37 |
0.69 |
|
方案3 |
800 |
13.1 |
1140 |
150 |
87.67% |
21.80 |
545 |
7.70 |
1500 |
1.63 |
3.13 |
|
方案4 |
800 |
13.12 |
1030 |
140 |
88.14% |
19.90 |
558 |
7.88 |
1500 |
1.48 |
1.04 |
|
方案5 |
800 |
13.34 |
1300 |
130 |
87.37 |
19.98 |
586 |
8.12 |
1500 |
1.52 |
2.00 |
從表9看出:方案2對比方案1平均負壓升高0.52Kpa,収縮率增加20mm,疑為料柱體積偏少,受自動蓄熱影響,在下部出現料柱熔蝕導致;方案3、4、5對比方案1平均燒結負壓呈降低趨勢,収縮率呈降低趨勢,垂直燒結速度呈升高趨勢,煙溫呈升高趨勢;成品率呈降低趨勢;對比方案1垂直燒結速度提高分別為:0.81mm/min、4.42mm/min、2.52mm/min、2.6mm/min,提高幅度分別為4.66%、25.43%、14.50%、14.96%,在料柱體積占比約3%時,燒結垂直速度最快,相對方案1,垂直燒結速度增加約25%,利用系數提高26.36%;但燒結礦冶金性能相對最低,當料柱占比在2%時,垂直燒結速度相對基礎增加約15%,利用系數提高17.83%,但燒結礦冶金性能達到最優。
5 工業試驗小試
通過以上燒結杯實驗結果和數據可以看出使用柔性均質燒結技術,可以大幅度提高燒結利用系數,改善燒結質量,并在一定程度降低燒結固體燃耗,達到提產降本的優良效果,為此在360㎡燒結機進行工業試驗應用,該燒結機由148塊臺車組成,臺車寬度3.5m、長度1.5m、欄板高度880mm,工業試驗前后對比數據如表10所示:
表10工業試驗前后對比表
|
|
料層 |
負壓 |
內返 |
外返 |
5-10mm |
轉鼓強度 |
燃料配比 |
利用系數 |
|
使用前 |
900 |
15.43 |
18.83% |
15.94 |
21.66% |
70.81 |
5.66 |
1.13 |
|
使用后 |
900 |
15.25 |
17.08% |
13.79 |
21.02% |
70.41 |
5.20 |
1.20 |
|
對比 |
0 |
-0.19 |
-1.75% |
-2.14 |
-0.64% |
-0.40 |
-0.46 |
0.07 |
從表10看出:使用柔性均質燒結技術后,除轉鼓指數,各項生產過程工藝參數及指標均呈向好趨勢,分析轉鼓指數降低可能由于垂直燃燒速度加快,高溫保持時間縮短導致,但轉鼓指數對比使用后僅降低0.4個百分點,拋去化驗誤差,燒結礦轉鼓強度變化不大。
6 結論
(1)通過某鋼鐵企業超厚料層生產表明,超厚料層對降低燒結固體燃耗作用顯著,固體燃耗相對之前降低7%,但不可避免帶來燒結透氣性變差、燒結礦不均質程度加劇的問題。
(2)通過燒結杯實驗表明,使用柔性均質燒結技術一方面能夠通過減少燒結礦層自身荷重的方式提高燒結過程透氣性,垂直燃燒速度提升4~15%,燒結機利用系數提升5~25%,另一方面能夠減輕料層中下部收縮,使通過料層氣流與熱量更加均勻,燒結礦均質程度得到改善,成品率提高約1.9%。
(3)通過工業試驗小試表明,使用柔性燒結技術能夠在超厚料層的基礎上,改善料層透氣性,提高燒結礦各項工藝指標。
(4)作為國內柔性均質燒結技術第一次工業應用,只需對設備進行稍微改造,即可達到燒結礦產質量提高,節能降耗的優良效果,簡單易行,并為今后超厚料層技術的發展應用開辟了一項新的道路。
參考文獻
[1] 龍紅明,左俊,王平,李杰民,施思強,王阿朋. 厚料層燒結高度方向均質性研究[J] 燒結球團,.2013(38):1-6
[2] 程崢明,寧文欣,潘文,安鋼,李宏偉,馬懷營. 超厚料層均質燒結技術的研究與應用[J] 燒結球團,.2019(44):7-12
[3] 左海濱,林金柱,戴玉山,劉征建,張旭,楊天鈞.料層減荷燒結提高生產效率工業試驗 [J] 鋼鐵.2008(43):16-21
[4] 于文濤,左海濱,張建良 支撐面積對支撐燒結過程的影響[J] 燒結球團,.2014(39):7-11(21)