
王 彬
(山東鋼鐵股份有限公司萊蕪分公司煉鐵廠, 山東 濟南 271104)
摘 要:2022 年萊鋼2號1 880 m3 高爐因爐缸側(cè)壁溫度升高停爐中修,中修扒料后發(fā)現(xiàn)爐底碳磚損壞嚴重,更換全部碳磚進行大修。因工期延長,造成欠產(chǎn)較多,煉鐵廠通過精確計算開爐參數(shù),準確控制開爐料裝入位置,合理匹配送風后主要操作參數(shù),合理選擇出鐵和開風口時間節(jié)點,實現(xiàn)了零鐵損快速達產(chǎn)。首次鐵即投用撇渣器,出鐵約120 t,爐溫(化學(xué)熱,w(Si))4.1%,物理熱 1453℃,各項主要參數(shù)達到預(yù)定數(shù)值。渣鐵流動性良好,三次鐵投用圖拉法進行粒化,減少了環(huán)保風險。
關(guān)鍵詞:高爐;大修;開爐;快速達產(chǎn)
引言
萊鋼 2 號 1 880 m3 高爐第二代爐役于 2018 年 7月 12 日點火生產(chǎn),采用串罐式無料鐘爐頂與軟水密閉循環(huán)冷卻系統(tǒng),共設(shè) 28 個風口、2 個鐵口,爐底與爐缸采用大塊碳磚砌筑,澆注陶瓷杯墊。2022 年 7 月 12日因爐缸側(cè)壁溫升高,停爐中修,計劃在保留側(cè)壁 10層與爐底 3 層(或 4 層)碳磚的基礎(chǔ)上實施爐缸澆注,重建爐底與側(cè)壁耐材,并澆注陶瓷杯墊。扒料后發(fā)現(xiàn)爐底碳磚出現(xiàn)嚴重環(huán)裂,環(huán)裂帶碳磚體積膨脹嚴重,不能滿足澆注施工要求。因無法實現(xiàn)耐材利舊,將全部碳磚拆除并重新砌筑大修。工期延長,造成欠產(chǎn)較多,煉鐵廠通過優(yōu)化裝料與送風,實現(xiàn)了零鐵損快速達產(chǎn)。
1 開爐裝料
通過烘爐和氣密性試驗后,高爐具備裝料開爐的條件。根據(jù)以往生產(chǎn)實踐,開爐裝料成敗關(guān)鍵在于開爐料的參數(shù)選定與裝入位置的準確性[1]。
1.1 開爐料參數(shù)選定
開爐料主要參數(shù)包括全爐總負荷、總焦比、總渣比、爐料體積和爐渣堿度等。本次開爐料的總焦比為3.5 t/t,負荷料焦比 2 800~759 kg/t,全爐渣比>900 kg/t,正常料爐渣堿度為 1.05,空焦堿度為 1.1,全爐堿度為 0.8,預(yù)計首次鐵 w(Si)為 4.0%。開爐料共分為 9段投入,第 1 段裝鋪底焦和硬雜木,第 2 段裝凈焦,第3 段裝空焦,由凈焦、石灰石和硅石組成,第 4~9 段裝正常料,如表 1 所示。通過實踐,九段式爐料裝入法在滿足爐料裝入精細計算的基礎(chǔ)上簡化了爐料裝入過程,非常適合中型高爐使用。

1.2 開爐料裝入
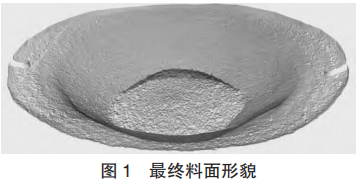
為保證開爐料裝入位置的準確性,本次大修在裝料之前對高爐內(nèi)部進行掃描測量,得到噴涂料表面精確的初始尺寸,通過測量結(jié)果可以計算出各段體積與高爐初始總體積。當然,隨著高爐冶煉進程的進行,爐體內(nèi)襯以及爐缸侵蝕持續(xù)進行,內(nèi)部爐型會有所擴大,實際有效容積和工作容積會逐漸增加。裝料過程溜槽角度為凈焦布料角度 16°,空焦布料角度 22°,每批料石灰石、硅石和焦炭一起裝入爐內(nèi),正常金屬料的布料角度為 31°~39°遞增。為了填平中心,最后一批凈焦按照布料角度 10°布在中心位置,最后一批空焦改為凈焦按照布料角度 10°布在中心位置,保證料面平整,中心略高。裝料過程中發(fā)現(xiàn)硬雜木填裝不夠密實,導(dǎo)致東側(cè)爐料下降較多,為緩解東側(cè)料線偏低的問題,采用定點布焦炭的方式補齊料線。2號 1 880 m3 最終料面如圖 1 所示,呈現(xiàn)“平臺 + 漏斗 + 中心堆尖”形態(tài),實際料線 1.8 m,平臺寬度 1 m,堆尖高度 0.8 m。
準確測定開爐料的堆比重和壓縮率對裝入準確性也有重要影響,直接決定裝入料的實際體積和數(shù)量,從而影響到全爐負荷、全爐爐渣堿度等重要參數(shù)的準確性,尤其是各段負荷料的位置。九段爐料分別設(shè)定不同的壓縮率,使爐料的裝入更加準確,最終裝入料批數(shù)和預(yù)算批數(shù)相差要控制在一批之內(nèi)。
在實際裝料過程中,根據(jù)爐料的裝入體積,可以理論計算出每批料裝入后相對應(yīng)的料線深度,并在裝料過程中進行實際料線深度和理論料線深度的校核和修正。特別是空焦裝完后,實際焦炭水分大或焦炭粒度變差都有可能導(dǎo)致實際料線比理論料線深,兩者對實際全爐焦比都有很不利的影響。因此,要及時補加焦炭到理論料線,這樣可以補充因水分變化或焦炭質(zhì)量變差、粒度變差變化造成的實際干焦裝入量不足,從而更加精準地控制含鐵原料的裝入位置,實現(xiàn)精準開爐。
2 送風開爐
2.1 點火送風
高爐開爐送風參數(shù)選擇決定了冶煉進程的起步和進一步控制,本次開爐選擇非集中堵部分風口操作[ 2]。9 月 23 日 00:36 堵 10 個風口,其余 18 個風口捅開送風開爐(鐵口上部風口全開)。00:48,風量加至1260 m3 /min,爐頂溫度平均 30 ℃,頂壓 3 kPa,引煤氣至荒煤氣火炬,關(guān)爐頂放散閥。02:01,開始逐步開風口加風。18:16 開首次鐵,累計風量 226.9 萬 m3 。19:55 開二次鐵,累計風量 261.9 萬 m3 。具體開風口加風過程如表 2 所示。

依據(jù)筆者實踐,點火開爐后加風速度不宜過快,防止含鐵料過早進入爐缸,吸收熱量,造成爐缸溫度不足。同時也要兼顧軟熔帶形成的時間,在此階段應(yīng)緩慢加風,防止出現(xiàn)爐況波動。高爐開爐料因為焦炭負荷較輕,礦批較小,為了穩(wěn)定煤氣流,上限風量和鼓風動能均不宜過大。
2.2 出鐵情況
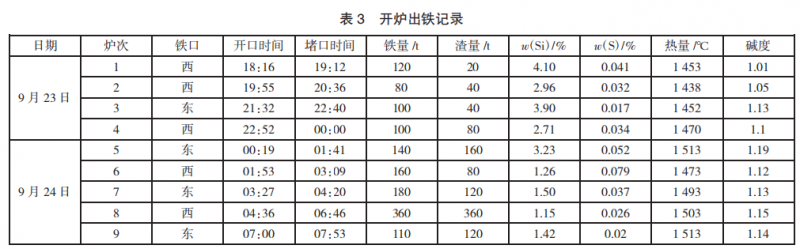
9 月 23 日 14:50 西鐵口見渣,累計風量為 167.7 萬 m3 ,17:18 置換炮泥,18:16 開首次鐵,累計風量為226.9 萬 m3 。此時爐缸存鐵量為 130 t,開爐金屬料全部作用,首次鐵投用撇渣器,出鐵約 120 t,爐溫(化學(xué)熱,w(Si))4.1%,物理熱為 1 453 ℃。19:55 西鐵口開二次鐵,累計風量為 261.9 萬 m3 ,出鐵 80 t,爐溫(化學(xué)熱,w(Si))為 2.96%,物理熱為 1 438 ℃。9 月 24 日07:00,九次鐵開始算爐次,爐溫 (化學(xué)熱,w(Si)) 1.42%,物理熱為 1 513 ℃,累計風量為 513.2 萬 m3 。 出鐵記錄如下頁表 3 所示。
開爐后首次鐵的鐵水 w(Si)和物理熱雖然無法通過理論計算直接獲得,但是通過合理的操作可以進行有效管控。含鐵物料裝入起始位置,含鐵原料達到爐缸的時間、加風速度的控制、鐵水在爐缸存留的時間和首次鐵累計風量的控制,都對鐵水 w(Si)和物理熱有直接影響。
3 開爐主要經(jīng)濟技術(shù)指標
本次開爐從點火到風口全開歷時 24 h,48 h 利用系數(shù) 2.34 t(/ m3 ·d),實現(xiàn)快速達產(chǎn),達到歷史最快進程。隨著開爐后各項工藝參數(shù)的調(diào)整優(yōu)化,高爐逐步轉(zhuǎn)向長期穩(wěn)定順行的常規(guī)操作狀態(tài),主要涉及負荷及布料制度調(diào)整,開爐過程中主要經(jīng)濟技術(shù)指標如下頁表 4 所示。

4 結(jié)論
1)高爐開爐達產(chǎn)是一項系統(tǒng)性工程,烘爐、檢漏、試車工作應(yīng)充分,杜絕開爐期間休風[ 3],這是開爐快速達產(chǎn)的基本前提。
2)開爐工藝技術(shù)方案應(yīng)制定合理,開爐過程中主要參數(shù)能做到精準控制,做到與預(yù)計數(shù)值基本吻合,開爐過程中相關(guān)參數(shù)的取值合理,實現(xiàn)精準開爐。負荷平穩(wěn)過渡,爐溫、堿度實際與理論基本相符,整個開爐過程安全順利,無懸料、崩料。
3)使用 3D 激光掃描技術(shù)和激光雷達掃描技術(shù),針對高爐設(shè)計參數(shù)及爐頂設(shè)備構(gòu)成,對高爐爐體及爐內(nèi)料面、溜槽傾角、懸掛點高度等關(guān)鍵設(shè)備參數(shù)進行掃描和校核。通過對關(guān)鍵基本參數(shù)的檢測和分析,提出適合本高爐的裝料矩陣以及其他建議,通過后續(xù)一系列模型支持和數(shù)據(jù)分析,為高爐順利開爐和今后裝料制度調(diào)整和優(yōu)化提供有力的技術(shù)和數(shù)據(jù)模擬支持。
4)開爐料中未配加錳礦和螢石,首次鐵 w(Si)與預(yù)估值吻合,渣鐵物理熱充足,流動性好,爐前操作難度小,有利于對開爐進程的推進和快速順利達產(chǎn)。
5)首段開爐料硬雜木裝填不密實,導(dǎo)致裝料后壓縮多,局部料線出現(xiàn)偏差,不得不附加焦炭補齊。
參考文獻
[1] 周傳典,劉萬山,王筱留,等.高爐煉鐵生產(chǎn)技術(shù)手冊[ M] .北京:冶金工業(yè)出版社,2002.
[2] 陳智平.2 280 m3 高爐大修開爐實踐[ J ] .河北冶金,2022(6): 46-51.
[ 3] 王鳳民,歐繼勝,鄒德勝.本鋼新 1 號 4 747 m3 高爐開爐達產(chǎn)實踐 [J ] .金屬世界,2009(6):1-5.